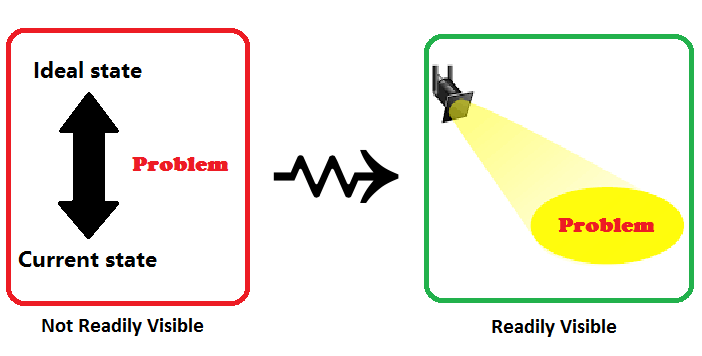
In today’s post I will look at kaizen and the need to allow time for an improvement to work. I am sometimes at fault about needing things to work immediately. This is a form of instant gratification – the desire to experience the results immediately. There are mainly two forms of kaizen discussed in lean literature – kaizen (small improvements) and innovation (drastic change usually involving equipment or technology). There are also medium sized improvements, and most of the time these do not result in an improvement in productivity immediately.
Shigeo Shingo and Lillian Gilbreth:
Shigeo Shingo was a consultant trainer at Toyota, and he specialized in Industrial Engineering. Shingo has written several books regarding TPS. In his book, “Key Strategies for Plant Improvement” he talked about the importance of allowing time for improvement activities to work. He referenced the “tabletop experiments” by Lillian Gilbreth as part of this. Alan Robinson along with his wife Margaret, wrote a great paper on the tabletop experiments called “On the Tabletop Improvement Experiments of Japan”. This paper talked about the contributions of Lillian Gilbreth and how her training materials were extensively used by the Japanese, and eventually by Shingo as part of his training at Toyota.
Shingo’s thinking was that the operators need to be familiar with the operation to truly feel that they are easy to do. If the steps are not familiar they have to exert their mind to think of what to do next, and this leads to mental fatigue, and thus may not result in an improvement in productivity.
Shingo discussed two experiments (Lillian had created more experiments) in his book. In the first experiment, the operator was required to write “production engineering” on 15 cards. This was a familiar phrase for the operator, and the productivity remained stable – all the cards took about the same time. The second experiment required the operator to skip every other letter, thus he was to write “poutoegneig”. The only stipulation was that he could not look at his previous work. From a work load standpoint, the number of letters were now about halved, thus it should had been a lot easier. However, the operator took a lot more time than the first experiment initially since he had to exert more time to think. After seven trials, he was able to write the word faster since he grew familiar with the phrase. The fifteenth card took about half the time as the first experiment.
Final Words:
The more I learn about Lillian Gilbreth, the more admiration I have for her. I have written about her before. The improvements may not immediately result in an increase in productivity. It is important that you understand that as part of kaizen, a certain amount of time is needed for practice to truly result in the improvement. The challenge here is – the old ways appear easier since the operator is familiar with it. Thus he may oppose the change even if it might actually reduce the work content and reduces the non-value added activities. It might be beneficial to have a standard amount of time for “sticking with the kaizen” to try it out. Rely on your data collected at the Gemba.
I will finish off with a Zen story I like a lot. This story is about how we perceive our experiences;
A student went to see his meditation teacher and said, “My situation is horrible! I feel so distracted most of the time, or my legs ache, or I’m repeatedly falling asleep. It’s terrible.” Said the teacher matter-of-factly, “It will pass.”
A week later, the student returned to his teacher. “My meditation is wonderful! I feel so ecstatically joyous and alive!” The teacher told him, “It will pass.”
Always keep on learning…
In case you missed it, my last post was PDCA and the Roads to Rome.

 This is repeated until the spectator has reached a card at which point there are not enough cards to deal. For example, the card was 8 of Hearts, and there are only six cards remaining. This card is his selected card. He then puts the face up cards on the table on top of the cards he has on his hand. They do all of this while you have your back turned. You easily find their selected card.
This is repeated until the spectator has reached a card at which point there are not enough cards to deal. For example, the card was 8 of Hearts, and there are only six cards remaining. This card is his selected card. He then puts the face up cards on the table on top of the cards he has on his hand. They do all of this while you have your back turned. You easily find their selected card.