In today’s post, I will be looking at a lesser known lesson from Taiichi Ohno regarding the pursuit of Quality.
“The pursuit of quantity cultivates waste while the pursuit of quality yields value.”
Ohno was talking about using andons and the importance of resisting mass production thinking. Andon means “lantern” in Japanese, and is a form of visual control on the floor. Toyota requires and requests the operators to pull the andon cord to stop the line if a defect is found and to alert the lead about the issue. Ohno said the following about andons;
“Correcting defects is necessary to reach our goal of totally eliminating waste.”
Prior to the oil crisis, in the early 1970’s in Japan, all the other companies were buying high-volume machines to increase output. They reasoned that they could store the surplus in the warehouse and sell them when the time was right. Toyota, on the other hand, resisted this and built only what was needed. According to Ohno, the companies following mass-production thinking got a rude awakening in the wake of the oil crisis since they could not dispose off their high inventory. Meanwhile Toyota thrived and their profits increased. The other companies started taking notice of the Toyota Production System.
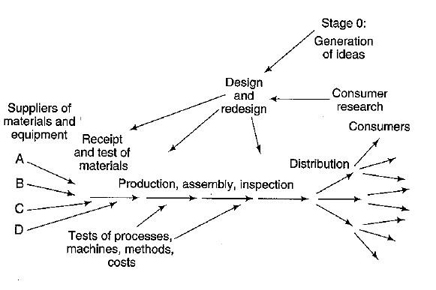
Ohno’s lesson of the pursuit of quality to yield value struck a chord with me. This concept is similar to Dr. Deming’s chain reaction model. Dr. Deming taught us that improvement of quality begets the natural and inevitable improvement of productivity. His entire model is shown below (from his book “Out of the Crisis”).
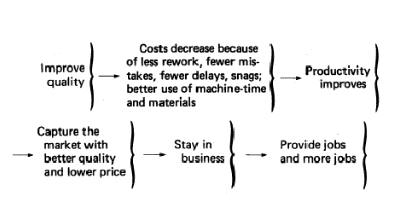
Dr. Deming taught the Japanese workers that the defects and faults that get into the hands of the customer lose the market and cost him his job. Dr. Deming taught the Japanese management that everyone should work towards a common aim – quality.
Steve Jobs Story:
I will finish with a story I heard from Tony Fadell who worked as a consultant for Apple and helped with the creation of the IPod. Tony said that Steve Jobs did not like the “Charge Before Use” sticker on all of the electronic gadgets that were available at that time. Jobs argued that the customer had paid money anticipating using the gadget immediately, and that the delay from charging takes away from the customer satisfaction. The normal burn-in period used to be 30 minutes for the IPod. The burn-in is part of the Quality/Reliability inspection where the electronic equipment runs certain cycles for a period of time with the intent of stressing the components to weed out any defective or “weak” parts. Jobs changed the burn-in time to two hours so that when the customer got the IPod, it was fully charged for him to use right away. This was a 300% increase in the inspection time and would have impacted the lead time. Traditional thinking would argue that this was not a good decision. However, this counterintuitive approach was welcomed by the customers and nowadays it is the norm that electronic devices come charged so that the end user can start using it immediately.
Always keep on learning…
In case you missed it, my last post was Challenge and Kaizen.