In today’s post I will be writing about the many flavors of kaizen. I have been writing for over a year now. It seems that I keep coming back to kaizen. Kaizen is the spirit of lean, and can be translated from Japanese as “change for the better”. What is today is not good enough, and everything can be improved in small or big steps.
There are mainly five flavors that I have identified regarding kaizen. They are;
- Kaizen – small incremental improvement activities
- Kaizen Teian – Employee Suggestion Program
- QC Circles
- Jishuken
- Kaizen Blitz/Event or Rapid Improvement Activity
Kaizen – Small Incremental Improvement:
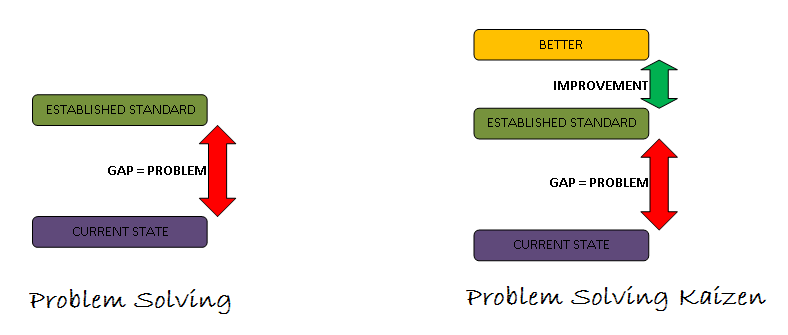
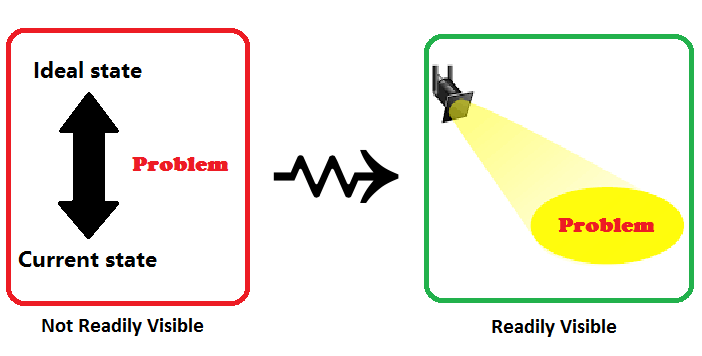
Taiichi Ohno said “where there is no standard, there can be no kaizen”. His intent was that you keep improving your standard towards the ideal state. This is the essence of the Job Method program that was taught as part of the Training Within Industry program. This is where employees are encouraged to ask why a step is done in a specific manner and how an operation can be improved. Job Method program provides specific steps to do this. Ohno modified this to suit Toyota. The Job Method program was replaced by Shigeo Shingo’s P-Courses that had time and motion studies, and process and operation analysis. These courses were derived strongly from the courses taught by the Gilbreths in the early 1900’s. This type of activity is generally performed at the individual level and is thus local. These can be viewed as bottom-up kaizen.
Kaizen Teian – Employee Suggestion Program:
Eiji Toyoda went to America to learn from Ford in the 1950’s. Although he was not impressed with many things, one thing really caught his attention. This was Ford’s employee suggestion program. He brought that back to Japan and implemented it at Toyota. This really took hold in Toyota. Toyota became famous for the company with 20 million ideas in 40 years. The ideas that the employees suggest are specific to their jobs, and everybody participates in this. This type of activity is generally at the individual level and is thus local. These can be viewed as bottom-up kaizen.
QC Circles:
QC Circles are small groups of employees who voluntarily meet after work to focus on specific problems related to quality or processes. QC Circles were developed as part of the Total Quality Movement. Masao Nemoto, who is considered to be the strong force behind establishing the Quality Control program at Toyota, has indicated that the goal of QC Circles was to raise consciousness of line workers towards quality. There were a lot of improvement activities that resulted from the QC Circle activities. This type of activity is team based and generally led by a local leader like a supervisor. These can be viewed as bottom-up kaizen.
Jishuken:
Jishuken started off as a program by Toyota around 1975 for teaching suppliers how to do kaizen or implement TPS. This became a medium for training managers and other leaders in middle management. Jishuken is loosely translated as “self-study groups”. This activity generally tackles a hard project, and is seen as way to provide learning and being exposed to the gemba. Jishuken events are also sometimes referred to as management driven kaizen activities. There is some flexibility regarding the duration of the event. There are some similarities to Kaizen events – these are team based and cross-functional in nature. These can be viewed as top-down kaizen.
Kaizen Events:
This is perhaps the most common “kaizen” identified by lean practitioners outside of Toyota. As with many things in Lean, Toyota does not practice kaizen events. This is generally a weeklong event comprising of a cross-functional team. This can be viewed as top-down kaizen.
Final Words:
It is an interesting question as to whether kaizen should be top-down or bottom-up. My thinking on this is that top management should lay the framework for kaizen to be present across the organization. The responsibility and duty for ensuring bottom-up kaizen lies with top management. Ultimately, the end goal is to get everybody to execute improvement activities so that the organization itself improves systematically. Every improvement activity should align with the organization goals and vision.I will finish off with an anecdote from Taiichi Ohno that looks at the unique relationship of top-down and bottom-up management and the need for a strong change-agent who is also a visionary.
Taiichi Ohno is the father of Toyota Production System. He first started implementing his ideas locally in his department. He faced a lot of resistance. His ideas were very counterintuitive and were against the common wisdom at that time.
Ohno was just a middle level manager. In this regard, what he did can be considered to be bottom-up. However, he had strong support from Eiji Toyoda and Saito Naichi, under whom Ohno worked for 35 years. Ohno later on talked about the positive phenomenon of the silent relationship between them in his book “Just-In-Time For Today and Tomorrow”.
There were a lot of people, including those in management who were against Ohno. However, all this anger and resentment were absorbed by Eiji and Saito. They acted as a buffer between Ohno and the factory. They never mentioned anything to Ohno. They wanted Ohno to keep on going with his improvement activities to reduce manufacturing costs. It was initially called as Ohno System since “Toyota” was not completely on board yet. Eiji, Saito and Ohno were bound by an invisible thread of mutual trust. Ohno said the following about this;
“I knew all too well how they worried about me and what I was doing. Yet they never said “Do this!” or “Do that!”. For my part, I never had to say “I’d like to do this” or “Please let me do that.” I just did everything I thought had to be done. Had I asked permission, my resolve would have weakened because of the pressure to prove what I was doing. Had either side said anything, the relationship would have collapsed.”
Always keep on learning…
In case you missed it, my last post was Reflecting on Hansei.