Value Stream Mapping (VSM) has become an essential part of Lean. There have been several books written specifically on this topic. VSMs are not widely spread at Toyota. VSM is a creation of Mike Rothers and John Shook. This was based on the “Material and Information Flow Maps” at Toyota. The VSM was created as a means to systematically roll out lean implementation, and looked at current and ideal states from a system standpoint. The intent was to give the “big picture view” that was missing from lean implementations. The Material and Information Flow maps were used by a few specialists at Toyota as part of line conversions, and these later were used to help suppliers view the production system as an end to end pull system ultimately ending with material delivery to Toyota.
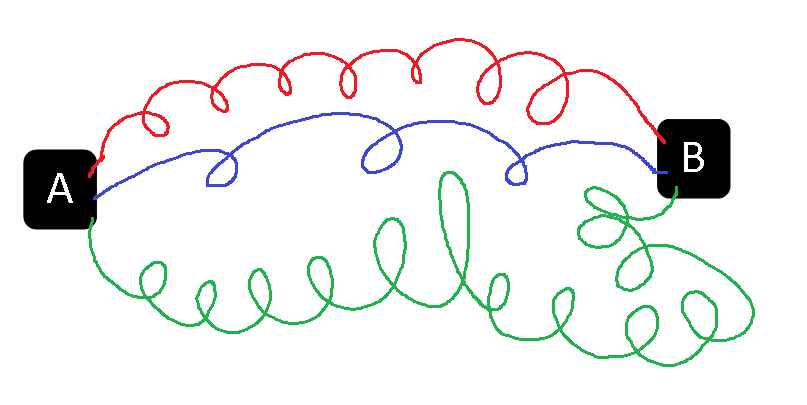
Dr. Deming’s Flow Diagram:
Dr. Deming was invited to Japan by the Union of Japanese Scientists and Engineers (JUSE) on July 15, 1950 to teach them about Quality Control. His teachings paved the way for a great change in regards to Quality in Japan. Dr. Deming taught the Japanese that production should be viewed as a system. The diagram below was taught first in August 1950 at a conference with top management at the Hotel de Yama on Mount Hakone in Japan.
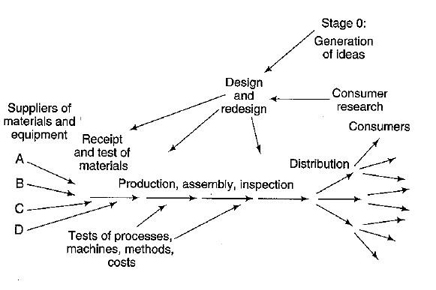
Dr. Deming felt that his flow diagram was the spark in 1950 and onward that turned Japan around. It displayed production as a system to top management and engineers. He also viewed this as a type of diagram that showed the flow of materials and information. In his words;
To the make the flow diagram work, the flow of material and information from any part of the system must match the input requirements of the next stages. Thus, the aim in the flow diagram is for the material to come in at the front, and to emerge at the end as usable product or service. The flow diagram describes not only the flow of material, but also the flow of information needed to manage the system.
Source – “The New Economics For Industry, Government, Education” by Dr. Deming.
Dr. Deming described the diagram as a map for viewing the production system. He identified a feedback loop for continual improvement of products, services and continual learning, by keeping the consumer a part of the system.
Final Words:
It may be argued that Dr. Deming’s flow diagram is not similar to a Value Stream Map. However, I am positing that his lesson of seeing the system as a whole (end to end) laid the framework for the Material and Information Flow Maps. The first step of any implementation activity is to have a model of the system so that the cause and effect links in the system can be understood, first by theory and then by experiments. I will finish off with a funny Dr. Deming story;
One of Dr. Deming’s clients called him and said that he was having too many fires at his plant. Dr. Deming plotted the occurrences of fires on a control chart and determined that it was indeed a stable process.
“No, you are having just the right amount of fires,” he said, and then proceeded to explain the control chart to the client.
Source: Deming’s Profound Knowledge and Leadership, Carder and Monda.
Always keep on learning…
In case you missed it, my last post was Eight Lessons from Programming – At the Gemba.




 This is repeated until the spectator has reached a card at which point there are not enough cards to deal. For example, the card was 8 of Hearts, and there are only six cards remaining. This card is his selected card. He then puts the face up cards on the table on top of the cards he has on his hand. They do all of this while you have your back turned. You easily find their selected card.
This is repeated until the spectator has reached a card at which point there are not enough cards to deal. For example, the card was 8 of Hearts, and there are only six cards remaining. This card is his selected card. He then puts the face up cards on the table on top of the cards he has on his hand. They do all of this while you have your back turned. You easily find their selected card.