Doctor Who, a British TV show started in 1963, is the longest running Science Fiction show today and I am a big fan. There is a cool gadget in the Whovian Universe called the “Perception Filter”. This is a gadget that renders something unnoticeable. It does not make it invisible like the “Invisible Cloak” in Harry Potter’s world. It just alters your perception so that you do not pay attention to it. As one of the characters said in the show;
“I know it is there but I do not want to know it is there.”
This is a brilliant concept and I love how it applies to Lean as well. You can eliminate waste only when you start to see waste. Ohno categorized waste in to seven buckets and this makes it easier for us to “see” waste. When mass production was the norm and inventory was considered to be an ideal thing to have, Ohno was able to “see” it for what it truly was – a waste. It was almost as if there was a perception filter around the waste that nobody wanted to truly see it for what it really was.
The first step of people development in TPS is to train them to see waste. Ohno famously did this through his “Ohno Circle” – a hand drawn chalk circle on the factory floor in which the supervisor or manager was made to stay in until he started to see the waste that Ohno was seeing. This act of observation was breaking down the “perception filters” so that the waste was made visible. Once the waste is seen, the second step of people development is to put countermeasures in place while completely eliminating the waste by fixing the root cause.
Homer’s Wine Dark Sea:
There is a great Radiolab podcast called “Colors”. This podcast asked the question – To what extent is color a physical thing in the physical world, and to what extent is it created in our minds? The podcast talked about William Gladstone, a famous British politician (1809-1898) who later became Prime Minister. Gladstone was the first to notice that in the famous Greek author Homer’s works, there were many discrepancies regarding colors. Homer described the color of sea as “wine-dark”, honey as “green”, and sheep as “violet”. Gladstone came to the conclusion that the Greeks were color blind! Perhaps a better explanation would be that there was only a limited vocabulary when it came to colors in the ancient world. They had to explain multiple colors using the same words. The interesting question is whether or not having a specific word for a color acts as a “perception filter” – you know it is there but you do not want to see it.
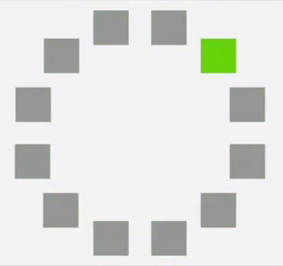
Jules Davidoff, a researcher, went to Namibia to study the Himba tribe on their abilities to perceive different colors. A similar study was part of the 2011 BBC documentary called “Do you see what I see?” Himba tribe does not have a separate word for “blue”. Their “blue” is part of the word for the color “green”. The Himba tribe took a long time to distinguish between a quite striking blue square from other green squares. This is because they did not have a word for that specific color of blue. They could not perceive it immediately as being different from the other green squares.
In another experiment, the Himba people were asked to distinguish between very similar shades of green, and they were able to quickly point out the odd color square because they had a separate word to distinguish that characteristic of shade. This task would be very difficult for others because all of the squares were “light green”. Thus our brains would not be able to immediately perceive the different square. Try this test for yourself. Can you pick the odd color out?
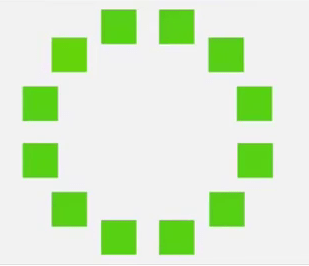
The right answer is below.
Final Words:
It may not be necessary that we have a word for each waste. We should also make effort to understand it. This can only be done by going to the Gemba, and observing. We become more perceptive to the different wastes only through the regular practice of observation at the Gemba.
I will finish off with a Zen story attributed to David Foster Wallace.
“..There are these two young fish swimming along and they happen to meet an older fish swimming the other way, who nods at them and says “Morning, boys. How’s the water?” And the two young fish swim on for a bit, and then eventually one of them looks over at the other and goes “What in the world is water?”
Always keep on learning…
In case you missed it, my last post was Naikan and Respect for People.