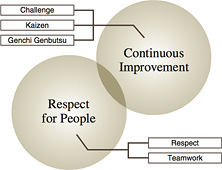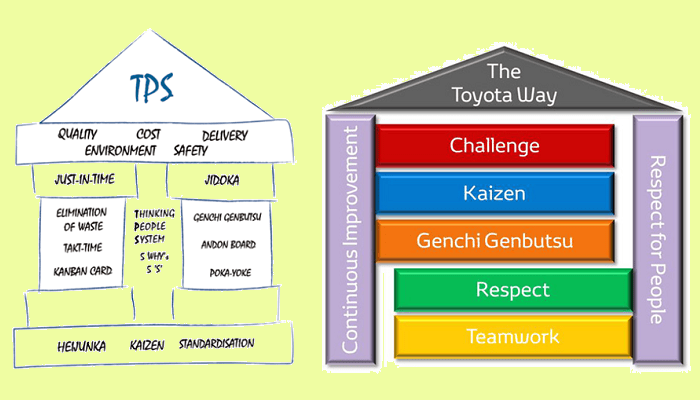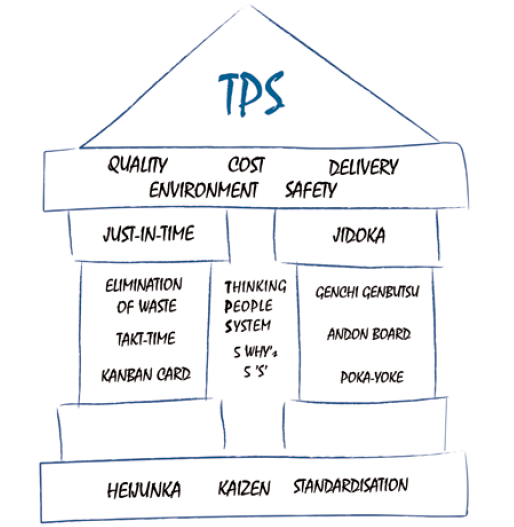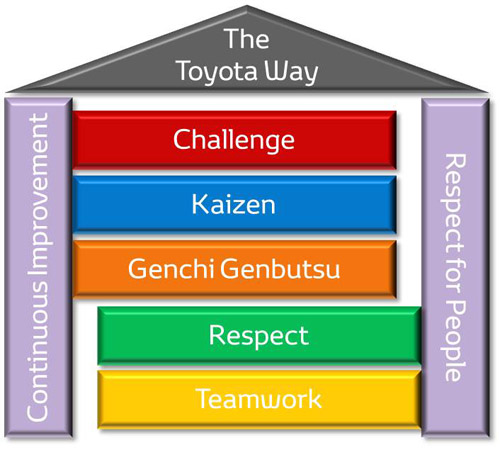
I talked about the two conceptual houses of Toyota last week. In today’s post we will look JIT and Jidoka, the two pillars of the Toyota Production System house. The two pillars of the TPS house are actually based on the ideas of Sakichi Toyoda (Jidoka) and Kiichiro Toyoda (JIT). Ohno built his production system on the shoulders of these two giants.
Sakichi Toyoda, father of Kiichiro Toyoda, founded Toyoda Automatic Loom Works in 1926. Sakichi was an inventor and considered to be an eccentric (Source: Fifty Years in Motion, Eiji Toyoda 1985). His greatest invention was perhaps the Type G Automatic Loom, a non-stop shuttle change automatic loom. Sakichi sold the license to the Platt Brothers and Co. in England.
There is a great story about Sakichi Toyoda in Eiji Toyoda’s book, regarding the automatic loom invention. The looms used to be manually operated and were made of wood. Sakichi wanted to create a loom that ran on power. The best power source in his days was steam. He purchased a used steam engine to understand how it worked and to use that to power his looms. The looms however did not move because the steam kept leaking. Sakichi took the engine apart and found that the problem was worn down piston rods that caused the steam to leak. This would be an easy fix to have new rods turned down on a lathe. Sakichi, however, did not have access to a lathe. So Sakichi and his team spent a whole night manually filing the rods down! When they put the rods in the engine, it worked.
Kiichiro Toyoda, Sakichi’s son, formed an automotive division under Toyoda Automatic Loom Works. He later spun this off, and created Toyota Motor Company in 1937. He calculated that with a population of one hundred million people in Japan, a car-to-people ratio of 1:10 would equate to ten million cars. If there was a 10 percent replacement per year, this would equate to one million cars. He thought that this was a good reason to start a car company.
Just-in-Time:
Kiichiro Toyoda, who founded the Toyota Motor Corporation, had come up with the idea of making the right parts at the right time, and in the right amount. In those days, the norm was to use a lot production system. This is based on producing parts according to what the operation can produce. Thus, there was a disjoint between what is actually needed, and what the operation produced. The operation tended to produce as much as it could to be efficient. This led to high inventories, which led to large stock rooms to store these inventories. Kiichiro understood that this automatically increased the cost to run the business, something that Toyota struggled with tremendously in the beginning. He decided to switch over entirely to a flow-type production system. He called this the “just-in-time” concept:
“I believe that the most important thing is to ensure that there is neither shortage nor excess, that is, to ensure that there is no excess labor and time for the designated production. There is no waste and there is no excess. It means not having to wait for parts to be circulated around. For Just-in-Time, it is important that each part be ready ‘just in time’. This is the first principle of increasing efficiency.” (Source: July 1938 issue of Motor, Toyota-Global website)
“Just make what is needed in time, but don’t make too much.” (Source: Fifty Years in Motion, Eiji Toyoda 1985)
Kiichiro wrote a four inch binder manual detailing his ideas for JIT. His ideas were used at Toyoda Automatic Loom Works, which is where Taiichi Ohno first joined Toyota at. Kiichiro tried to implement this at the Koroma plant, Toyota’s second automotive manufacturing facility. It did not take hold at the Koromo plant due to part shortages when the war with China (2nd Sino-Japanese War and World War II) expanded into the Pacific. It is said that Eiji Toyoda, Kiichiro Toyoda’s cousin, requested Ohno’s help to implement Just-in-Time at the Koroma plant.
“Mr. Ohno”, Eiji said, “this plant looks like a storeroom. Can you do something to take care of this?” Eiji wanted to pleasantly surprise the big man (Kiichiro Toyoda) and show that Just-in-Time was already in operation at the Koroma plant. (Source: The Toyota Leaders, Massaki Sato.)
It should be noted that Eiji Toyoda was a strong supporter of Taiichi Ohno, and stood behind him when he was developing the system. In Taiichi Ohno’s words – “Our approach has been to investigate one by one the causes of various unnecessaries in manufacturing operations and to devise methods for their solution, often by trial and error.”
Ohno would later on create the Kanban system to incorporate the Just-in-Time philosophy.
Jidoka:
Jidoka in Japanese stands for “automation”. Toyota added an extra character representing “human” in Japanese to mean “autonomation” or “automation with a human mind”. In Japanese, both words can be expressed as “Jidoka”. The word autonomation comes from joining “autonomous” and “automation”.
There are two approaches to autonomation at Toyota. The first approach is to separate the operator’s work from the machine’s work. This means to treat the operator as being independent of the machine, or in other words the operator can operate multiple machines simultaneously. The norm had been to have one operator dedicated to one machine only. The operator had to watch the machine work, while not creating value at the same time. In his mind, he was creating value by simply watching the machine operate. The second approach is to have the machine detect an anomaly and stop by itself. This would prevent the machine from producing more defects. Additionally this will also force the operator to fix the problem immediately to maintain the flow of the process. Both of these ideas belonged to Sakichi Toyoda, father of Kiichiro Toyoda. His Type G loom was an automatic loom that stopped on its own when any of the threads broke. Thus, the loom did not continue producing defectively. Sakichi had successfully implemented the two approaches at the Toyoda Automatic Loom Works. At the Toyoda Automatic Loom Works, one operator could operate 25 automatic looms at the same time.
Soon after World War II, Kiichiro declared the company goal of catching up with America’s productivity within 3 years. In order to do this, Taiichi Ohno used the idea of having an operator in charge of multiple machines at a time. This increased the productivity by many fold. However, this came with its own problems. The machines were not aligned properly so that when the machine was done with its operation, instead of stopping it kept on making parts. Additionally, if the machine malfunctioned, it continued making defective parts. Thus, even though the productivity increased, it put a strain on process flow and quality.
In order to counter the flow problems, Ohno utilized machine layout and limit switches so that the machine stopped producing when the required amount of parts were produced. For the quality problems, Taiichi Ohno utilized the second approach of Jidoka, to have the machine stop production on its own when there is a problem or when the required quantity is made. This idea of Jidoka is to build in quality, ensuring that defective parts are not passed to the next station. This theme evolved into empowering the operator and giving him the authority and responsibility to stop the line if they identified a problem on the line. The operator would pull on the andon cord which would trigger an audio and visual signal for the lead or supervisor to come and help in fixing the problem. If the problem is not fixed in the allotted time, the entire line will stop until it is fixed. Jidoka develops the operators to look for problems and then solve it. Jidoka thus evolved into a strong training tool and an employee empowerment tool for Toyota. Jidoka placed a spotlight on problems.
Final Words:
Ohno created the Toyota Production System based on the ideas from Kiichiro Toyoda (Just-in-Time) and Sakichi Toyoda (Stop on Defect). It should be noted that all of the “tools” in TPS were created for the two pillars to work effectively. At first, the goal of TPS was to increase productivity to catch up with Detroit. However, as the productivity increased, it became necessary to maintain quality, and to ensure that the employees are challenged to continuously improve their processes.
I will finish off with an Ohno story. This was told by Michikazu Tanaka in the 2009 book “The Birth of Lean.”
Ohno was very interested in the Supermarket system that was in America. Ohno explained with passion to Tanaka how Toyota can utilize the concept of a Supermarket. Tanaka could not quite grasp the concept since supermarkets were still a foreign concept in Japan, where the shopkeepers fetched the items for the customers. Tanaka was amazed that the shopkeepers would let the customers freely pick what they want from the display, and pay as you go out.
“What would happen,” he asked Ohno, “if someone went in and ate a bunch of food without paying?”
Ohno was stumped and he did not have a good answer for Tanaka. He thought for a while, and said “I suppose that Americans are a people of integrity and they would know not to do that!”
Later on when Ohno implemented kanbans, he told the people on the floor “Kanban is like money; if you take out parts without kanban, you are stealing the parts”. (Source: The Evolution of a Manufacturing System at Toyota, Fujimoto)
Always keep on learning…
In case you missed it, my last post was The Two Houses of Toyota.