I recently reread Deming’s Out of Crisis book. I came across a list that caught my eye – perhaps I overread it last time, or did not pay enough attention to it. This list is based on a conversation with 45 production workers. According to them, these inhibitors stood in their way to improvement of quality and productivity. Bear in mind that this book came out first in 1982. After more than thirty years, how many of the items in the list are still valid today? How many of these inhibitors do you have at your workplace?
- Inadequate training
- Delays and shortages of components
- Inadequate documentation on how to do the job
- Rush jobs (bad planning)
- Outdated drawings
- Inadequate design
- Foremen do not have sufficient knowledge to give leadership
- Inadequate and wrong tools and instruments
- No lines of communication between production and management
- Poor working environment
- Poor performance measurements
- Defective components at incoming
- Struggle to get technical help from Engineers
It is said that Deming helped complete Toyota Production System with the introduction of the PDCA cycle as part of Kaizen. If I look at the list above, I realize that majority of the items are to do with Respect for People.
Maybe it is not by accident that the Toyota Way consists of ‘Continuous Improvement’ and ‘Respect for People’.
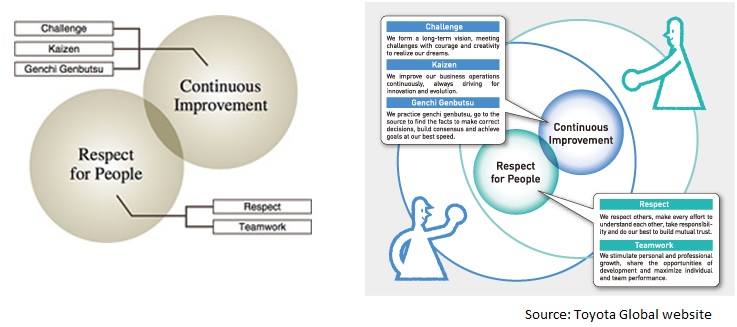
The Toyota Global website states the following;
The Toyota Way is supported by two main pillars: ‘Continuous Improvement’ and ‘Respect for People’. We are never satisfied with where we are and always work to improve our business by putting forward new ideas and working to the best of our abilities. We respect all Toyota stakeholders, and believe the success of our business is created by individual effort and good teamwork.
There is a saying from Toyota “Monozukuri wa hitozukuri,” which roughly translates to “making things is about making people.”
Deming did not talk specifically about ‘Respect for People’. However, his fourteen key principles to managers for transforming business effectiveness were very much about ‘Respect for People’. I have highlighted the sections that I believe applies to ‘Respect for People’.
- Create constancy of purpose toward improvement of product and service.
- Adopt the new philosophy. We are in a new economic age.
- Cease dependence on mass inspection.
- End the practice of awarding business on the basis of a price tag alone(This is about long-term relationship of loyalty and trust with your supplier base).
- Improve constantly and forever the system of production and service.
- Institute training.
- Adopt and institute leadership.
- Drive out fear.
- Break down barriers between staff areas
- Eliminate slogans, exhortations, and targets for the work force.
- Eliminate numerical quotas for the work force. Eliminate numerical goals for people in management.
- Remove barriers that rob people of pride of workmanship.
- Encourage education and self-improvement for everyone.
- Take action to accomplish the transformation. The transformation is everybody’s job.
Final Thoughts:
A lot of people before me have tried to define what ‘Respect for People’ mean to them. Jon Miller at GembaPantarei has further clarified that a better translation is Respect for Humanness or Humanity.
http://gembapantarei.com/2008/02/exploring_the_respect_for_people_principle_of_the/
To me, ‘Respect for People’ determines why I come to work today and tomorrow. My view is that by creating the equation making things is making people, Toyota has placed people development as a value added activity.
My view is that by creating the equation making things is making people, Toyota has placed people development as a value added activity.
If you agreed with the list of continuous improvement inhibitors, and if you believe that all, if not some, of the inhibitors are applicable to your organization, you may need to look at ‘Respect for People’.
Always keep on learning…