In my last post, I talked about being like a Samurai warrior at the gemba. Today, I am posting about being an amateur at the gemba.
The word “amateur” has roots in the Latin word “amare” which means to love. “Amateur” used to mean someone who is pursuing something out of pure love or passion. Once the word “amateur” entered the English language, it got associated with a negative connotation. Today being an amateur means that one is a mere hobbyist, and may lack experience and knowledge. Today, its meaning does not encompass the meaning of passion that it once used to have.
Taiichi Ohno was a man of passion and was new to the automobile world when he heard Kiichiro Toyoda, the then leader of Toyota, talking about the need for Toyota to catch up with American car manufacturing in three years to survive. Ohno was not an expert in auto manufacturing, and the Toyota Production System did not exist at that time. Ohno called himself a “layman” when it came to the auto industry. However, he did have a tremendous amount of love and passion for the manufacturing world. He was an amateur in the classic and modern sense.
Taiichi Ohno- What would Ohno Do?
Taiichi Ohno graduated from the Department of Mechanical Technology of Nagoya Technical High School in the spring of 1932. He then got a job at Toyota Textiles through his father, who was an acquaintance of Kiichiro Toyoda. He later got transferred to Toyota Motor Company in 1943, when Toyota Textiles was dissolved. At this time, it was declared that the Japanese worker’s efficiency was only 1/9th of that of an American worker. Kichiiro Toyoda gave Toyota the clear vision of catching up to America in three years.
Ohno correctly concluded that the high efficiency of the American operator was not due to him exerting ten times more physically than the Japanese operator. His only logical explanation was that there was a lot of waste in what the Japanese operator was doing. Ohno started experimenting and began planting the seeds of Toyota Production System (TPS). This was where the passion or love of the “amateur” came in. The amateur was not afraid to fail. Each step was a learning step for him. In my eyes, the turning point of TPS came when Ohno realized that he can have one operator take care of more than one machine at a time. The norm in those days was that one operator managed only one machine. The operator was not doing anything while the machine was operating. Ohno put the operator in charge of more than one machine. He had to ensure that the labor content remained the same. The operator was not being required to work harder! Ohno instead focused on the flow of operations. The machines were operated in the order as dictated by the flow of operations. In Ohno’s words;
The first step was to establish a flow system in the machine stop.
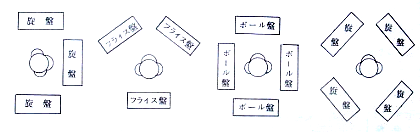
Ohno proposed to implement work improvement first, and then to do facility improvement. Ohno experimented with different layouts to improve the flow. Some of them are shown below (U-shape/Bracket, Triangle, Square and Diamond).
Ohno also introduced the idea that to manufacture beyond what is needed is to create waste (waste of over-production). He also introduced the idea of using kanban as a way to ensure a pull system and continuous flow.
One would imagine that Ohno’s ideas would be welcomed with open arms. Instead, he faced a lot of resistance. In fact, his ideas were first called “Ohno’s System” instead of “Toyota Production System”. Gandhi famously stated the following;
“First they ignore you. Then they laugh at you. Then they fight you. Then you win.”
This was true in Ohno’s case. Ohno was called “Mr. Mustache”. The operators thought of Ohno as an eccentric. They used to joke that military men used to wear mustaches during World War II, and that it was rare to see a Japanese man with facial hair afterward. “What’s Mustache up to now?” became a common refrain at the plant as Ohno carried out his studies. (Source: Against All Odds, Togo and Wartman)
His ideas were not easily understood by others. He had to tell others that he will take responsibility for the outcomes, in order to convince them to follow his ideas. To his credit, he taught his ideas at the top and bottom simultaneously.
Ohno could not completely make others understand his vision since his ideas were novel and not always the norm. His style of production was not being practiced anywhere. Ohno was persistent, and he made improvements slowly and steadily. He would later talk about the idea of Toyota being slow and steady like the tortoise. Many of his ideas were based on trial and error, and were thus perceived as counter-intuitive by others. Ohno loved what he did, and he had tremendous passion pushing him forward with his vision. For this reason, Ohno was truly an “amateur”.
Final Words:
I have cited the example of Ohno, the father of Toyota Production System, to propose that one should try to be like him, an amateur – one who has tremendous passion and love for what he does and one who does not mind trying out his ideas even if they might fail. I will finish off with a story I read about Ohno,
As I mentioned above, Ohno’s methods were counter-intuitive in nature. Ohno wanted to increase productivity, and yet not over produce! Ohno in fact called Over-production as the biggest waste of all.
Ohno had started implementing Just-in-Time in the plant. The operators became insecure with this. They felt secure having extra in-process inventory so that they can keep working if there were line stoppages.
Ohno understood this, and became angry about this. He decided to combat this by making the operators take the unneeded material home with them.
“Since the company does not need these things”, he would tell the men as he filled their arms with parts at the end of the day, “you must take them home.”
(Source: Against All Odds, Togo and Wartman)
Always keep on learning…
In case you missed it, my last post was Be a Samurai Warrior at the Gemba.