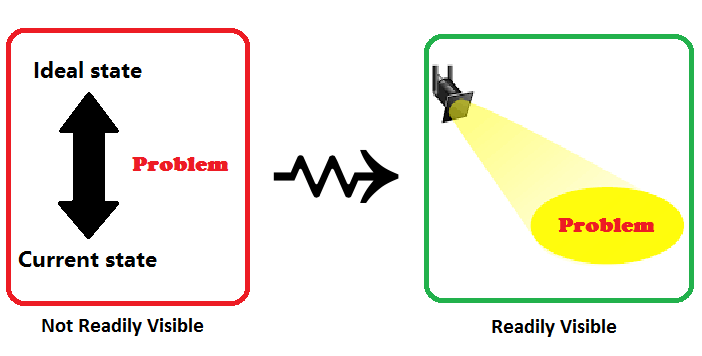
“Mieruka” is one of the concepts that Toyota coined as part of the Toyota Production System. Mieruka has been translated as “Visualization” or “Visual Controls”. “Miru” or “Mieru” in Japanese is a verb associated with “to see”. The “-ka” suffix is explained as “-ization” in Ryoji Ihara’s book “Toyota’s Assembly Line”. My understanding is that the “-ka” stands for “kanri” which means “control” or “management”. Thus, Mieruka means “Visual Management” or “Visual Control”. In the book “Toyota’s Assembly Line”, the translator Hugh Clarke puts up a strong case that Mieruka should mean “Visibilization”. His logical point is that the concept of Mieruka is all about making problems/waste visible. This idea is explained below in the graphic.
In the “Toyota’s Assembly Line” book, there is an anecdote about the machinery used on the production floor. It was typical to have steel guards in place for safety purposes. Toyota replaced these guards with clear plastic shields. The steel covers hid the machine so that any small problem with the machine was not immediately visible. The new clear covers on the machine allowed the workers to see the internal structure of the machine as part of Mieruka.
The term “visualization” can be misleading as it is a common theme in any self-help book. The term visualization does not transcribe well. However, the term “visibilization” indicates that you are making something visible.
Mieruka is the process of translating live information into visible information so that both problems and kaizen opportunities are identified immediately. The first thing that might come into mind about Mieruka is 5S. 5S is the lean tool for workplace organization so that everything has a place and everything is identified. This increases efficiency since the operator does not have to search for tools and he knows where everything belongs. However, the main intent of 5S is not workplace organization. The main intent is to make problems visible immediately.
Other examples of Mieruka include kanban, daily production boards and the andon cord. Mieruka can create a pull system where resources are applied as the problem arises.
Mieruka and Magic:
I have a strong interest in magic. As I was thinking about Mieruka I came to the realization that Mieruka is the opposite of magic. In magic, the magician is trying to hide something through misdirection. He pretends to transfer a coin to the other hand and pretends that he is holding a coin when he is not holding a coin.
In Mieruka, the lean leader is trying to make problems obvious through visibilization. He wants to make the problem visible to everyone as it happens. A really good example is the andon cord. The andon cord is on the assembly line, and the operator pulls on the andon cord when he faces a problem that he cannot fix in the allotted amount of time. The andon cord lights up with a buzzer sound sometimes, bringing the problem to everybody’s attention. The supervisor or the lead sees the problem and comes to the aid of the operator.

The Crime Fighting Orange Balls:

I recently read about “bohan yo kara boru”, translated from Japanese as “anticrime color balls”. These are plastic clear balls filled with bright orange paint. The trend in Japan is to keep these at banks and convenience stores. In case of a robbery, the store clerk can throw the ball on the floor causing the paint to splash all over the floor to a 10 meter radius. This paint would get on the clothes and “mark” the robber, aiding the police in identifying the perpetrator when he is on the run. In one case, the robber left a trail of paint foot prints! They can also throw the ball at the getaway vehicle to mark it for the police. Apparently, the idea came about when tollbooth attendants were resorting to throwing raw eggs at vehicles that did not pay the toll. The idea of using paint caught on and led to the invention of bohan yo kara boru. The “kara boru” part stands for “color ball”. The balls are kept in plain sight and behind the counter for everybody to see. It is also publicized that the store carries the color balls. This Mieruka aids in fighting crime.
Always keep on learning…
In case you missed it, my last post was The Best Kind of Kaizen.
Karaboru Image Source: http://www.sobify.com/japans-anti-crime-orange-balls/