In popular Lean circles, the idea of value-added is represented by the following two criteria;
- Is your customer willing to pay for the activity?
- Is the activity physically changing the shape or character of the product so that it increases the product’s value in the eyes of the customer?
In lieu of these criteria, is inspection value added? Before answering, please be aware that this is a loaded question. Also understand that the question is not “should we inspect product?”
Inspection generally does not alter the physical attributes of a product. Inspection in the traditional sense accepts or rejects the product. In this aspect, inspection should prevent a bad product from reaching the hands of the customer. Does this mean that then the inspection activity is value added?
As a customer, I would love it if the product is inspected, and reinspected ten times. But I would not want to pay for such an activity. Are we as a society of consumers wrongfully trained to think that inspection somehow increases the quality of the product?
Deming’s view:
Dr. Deming’s view of inspection is as follows;
Cease dependence on inspection to achieve quality. Eliminate the need for inspection on a mass basis by building quality into the product in the first place.
In fact, this is the third principle of his 14 key principles for management to follow for significantly improving the effectiveness of a business or organization. Deming’s view is clearly stated in his “Out of Crisis” book. “Inspection does not improve the quality, nor guarantee quality. Inspection is too late. The quality, good or bad, is already in the product.”
Shigeo Shingo’s View:
Shigeo Shingo is considered by many a powerful force behind Toyota Production System. He trained Toyota employees with his “P-courses”. Shingo was the person behind Poka-yoke (Error proof) and SMED (Single Minute Exchange of Dies). In his views, there were three types of inspection:
- Judgment Inspection – inspections that discover defects
- Informative Inspection – inspections that reduce defects
- Source Inspection – inspections that eliminate defects
Judgment inspection is an inspection that is performed after the fact. The lot is produced, and then inspection is performed to determine if the lot is acceptable or not. In Shingo’s words “It (Judgment Inspection) remains inherently a kind of postmortem inspection, however, for no matter how accurately and thoroughly it is performed, it can in no way contribute to lowering the defect rate in the plant itself.” Shingo continues to state that the Judgment Inspection method is consequently of no value, if one wants to bring down defect rates within plants.
Informative Inspection is an inspection that helps in reducing defects. This method feedbacks information to the work process involved, thus allowing actions to take place to correct the process. Shingo describes three types of Informative Inspections.
- Statistical Quality Control Systems – This is the system with control charts where one can identify trends or out of control processes, aiding in getting the process back to stability.
- Successive Check Systems – This is the system where the component gets inspected by the next operator in the line. Any defect is identified and corrected almost immediately by letting the previous operator know. Please note that ideally this system uses 100% inspection.
- Self-check systems – This is the system where the operator can inspect the work that he/she did, and fix the problem immediately. Please note that ideally this system uses 100% inspection.
The final category is Source Inspection. In this category, the feedback loop is so short that as soon as the error occurs, the feedback kicks in preventing the error from becoming a defect.
Feedback Loop – The Key:
The key in determining value in the inspection process is the length of the feedback loop. Judgmental Inspection is the least value adding in this regards because the product lot is already built and completed. Informative Inspection is value adding, since the feedback loop is considerably shorter. Finally, the source inspection is the most value adding since the feedback loop is the shortest.
The feedback loop is shown below.
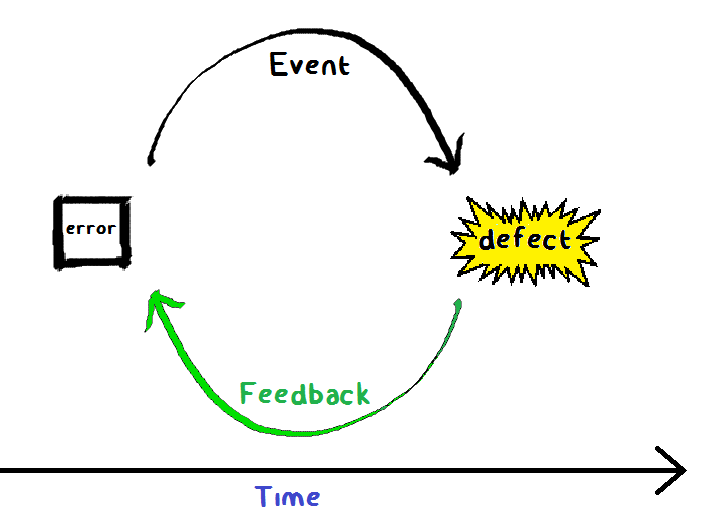
Thus, the shorter the feedback loop, the higher the inspection method’s value.
Final Words:
This post started with a question, Is inspection value added? Errors are inevitable. Drifts in processes are inevitable. Learning from errors is also becoming inevitable. Inspection activities that increase the system’s value are definitely value added. I used to wonder, whether kaizen is value added. Is a customer willing to pay for an organization to be a learning organization? I came to the realization that kaizen is based on a long term principle. The real value is in cultivating the long term trustful relationship with the customer.
Inspection activities that allow the organization to grow and learn are definitely value added. The table below summarizes this post.

Always keep on learning…