There is a concept in Lean called a “Monument”. This refers to a large machine, equipment or something similar that cannot be changed right away and so you have to plan your processes around it. This generally impedes the flow and frequently becomes a hindrance to your lean initiatives. A monument is the opposite of the “flow” and “no waste” concepts of lean. Monuments do not always refer to an equipment or similar hardware. The worst kind of monument can sometimes be the culture or the mental models prevalent in the company. This results in the following excuses;
- It might work in Japan but not here.
- But we have to do it this way.
- This is how we have always done it, and this is how I was taught.
- How does cutting down inventory help with my production?
The Story of the Productivity Paradox – Computer and Dynamo:
Paul David, an economic historian wrote a wonderful paper in 1989 called “Computer And Dynamo: The Modern Productivity Paradox In A Not-Too Distant Mirror”. In the paper, he talked about the first productivity paradox involving steam engines and electrical engines. The steam engine was an outcome of the Industrial Revolution in England. All of the factories were using steam engines as a source of energy. The steam engine required all of the equipment to be clustered around it. This was the most efficient way of running equipment since there was only one major steam engine and all of the equipment ran from the steam power. The electric motor was an outcome of the technological innovations in America. Electricity was introduced to the factories as early as 1890. Everybody understood that electrical power is far more efficient than steam power. However, this did not result in an increase in productivity. The productivity remained fairly level even with the introduction of electrical power in to the factories. This was later termed as the “productivity paradox”.
The reason for the lack of increase in productivity was due to the factory layouts that were implemented for the steam engines. The Industrial Engineers replaced the steam engines with electrical engines. They did not rearrange the equipment to utilize the flexibility that was offered by the electric motor. They were constrained by their mental models. Even when new factories were built, they followed the layout that was being used with the steam engines. All of the equipment was clustered into one place hindering the flow. It is said that the factory layouts did not change for about 30 years when the old management was replaced with new management personnel. At this point, the layout was rearranged to follow the flow of materials, and this caused a spike in productivity. All of the engines had its own motor and this allowed the equipment to be spread apart from one another. Each operator was now in full control of his equipment. The monument was broken down since the management was not tied down to the old ways of thinking.
Final Words:
Everybody works from their own mental models. A company’s culture is a collection of these mental models at an equilibrium state. The Dynamo story teaches us the importance of learning from experiments and self-reflection. This is part of the “Check” face of the PDCA cycle. The feedback loop is the only way that one learns the best. I have heard that “we are going 70 miles per hour to get this done, and we do not have time to stop and change the tires.” We need to find time to step back and reflect. The system is trying to talk to you and we should heed its words. Sometimes we get caught up in the firefighting and we stay in that mode for a long time even though we keep fighting the same fires on a daily basis. The feeling of déjà-vu is an indication that we need to stop, step back and try to see the big picture. It is time to reflect.
I will finish off with a similar story about suitcases. I heard this first from my brother:
The “trunk” style of suitcases was the prominent form of luggage in the late 1800’s. People started traveling for leisure during the early 1900s which caused manufacturers to come up with new designs. These trunks were heavily built and weighed quite a lot. The term suitcase was introduced since these cases were used for holding suits. The suitcases became prominent in 1930s with the advent of commercial flights. Even at this time, they were not the light weight type that we have today. The addition of a wheel to the suitcase did not come till 1972. Up to that point, the suitcases were carried around by hand. The use of trolleys to transport luggage were seen as a sign of weakness. Even after the wheels were attached to the suitcases, it did not take off immediately. They were seen as mainly for stewardesses or women. Men were seen as wimpy if they used the wheel on the suitcase (talk about men-tal models!).
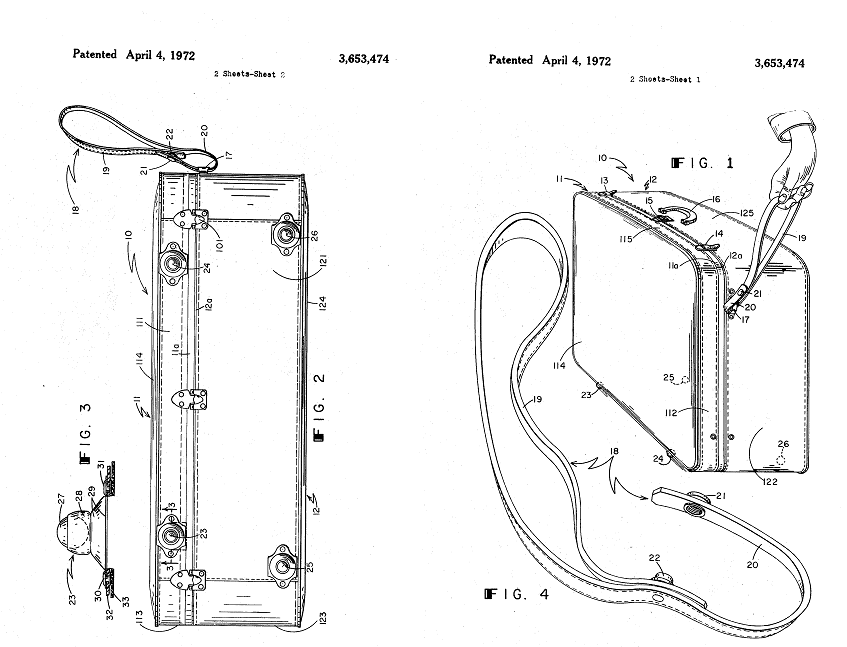
In about 1989 (after more than ten years of having wheels), a Northwest Airlines pilot named Bob Plath came up with a vertical case with extendable handles and two large wheels on the side. It took another 15 years to have a 360 degrees spinning wheel to be on the suitcase. Samsonite introduced this model in 2004.
The suitcase is a fairly straightforward design, and it took us about 70 years to achieve our present state.
Always keep on learning…
In case you missed it, my last post was Dr. Deming and Value Stream Mapping.