In today’s post, I will be looking at how trash and waste are handled in Japan, and lessons in lean from this. There are not many public trash cans available in Japan. Yet, the cities in Japan are mostly clean. This is an interesting contrast when compared to America, where public trash cans are readily available in order to keep the streets clean.
The Lack of Trash Cans:
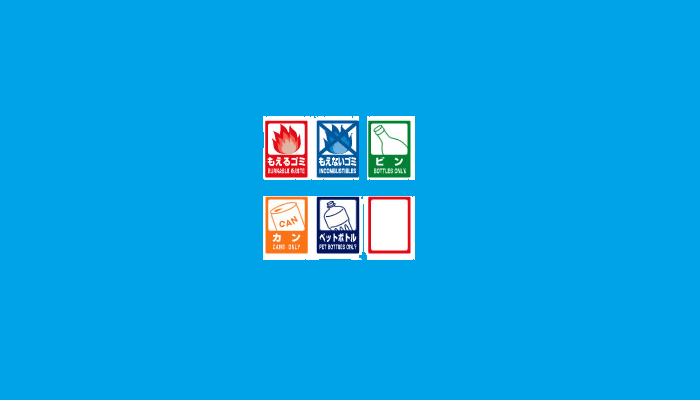
Japan has very limited space or land available for landfills. The main method of dealing with trash is incineration. It is estimated that about 80% of the garbage collected ends up in incinerators. In order to reduce garbage, Japanese officials in various towns and cities started implementing programs to increase recycling. This led to an interesting development. To aid recycling, the officials pushed the sorting to the source – the people. They introduced categories for sorting. Slowly the number of categories increased to double digit numbers. For example, the town of Kakimatsu in Shikoku has 44 different garbage categories. The sorting policies were strictly implemented, and those who did not comply were looked down upon. This led to public trash cans and garbage cans getting filled as part of people not wanting to sort. This may have led to the removal of several trash and garbage cans from the Japanese streets. The following is taken from the 2005 NYTimes article;
In Yokohama, after a few neighborhoods started sorting last year, some residents stopped throwing away their trash at home. Garbage bins at parks and convenience stores began filling up mysteriously with unsorted trash.
“So we stopped putting garbage bins in the parks,” said Masaki Fujihira, who oversees the promotion of trash sorting at Yokohama City’s family garbage division.
The garbage program is dealt with strictly. The peer pressure and the culture to fit in ensure that the program runs effectively. Additionally, there are “volunteers” who act as “leaders” and nudge the offenders to follow the program. It is encouraged that the trash bags are clear so that the trash is made visible. There is a cultural push to clean up after yourself and to be responsible.
Final Words:
Waste is a central theme in Lean. We are advised to eliminate waste in lean. There are many lessons that we can learn from the garbage program in Japan.
- Everything should be based on a need- The program was put in place due to a lack of landfill space.
- Tackle the problem at the source- The program put the responsibility at the source (the person throwing away the trash).
- Auditing is an important aspect of any system (by your next customer or from an outside person)- For a system to sustain the auditing function is an important step.
- Anticipate how the program can fail- the removal of public trash cans was done in response to people bringing trash from home and putting them in the public bins.
- Any program requires people to participate in order to succeed.
As a side note, Toyota has been pursuing a zero landfill goal. As part of this, Toyota Engineering and Manufacturing of North America took away trash cans from its 1400 employees. This was described as a learning curve for the employees. The outcome of this move was that it created awareness about waste and a change in attitude.
The purging of the waste cans was a small but significant step toward Toyota’s zero-landfill goal. And Toyota has indeed achieved the goal (zero landfill is defined as diverting at least 95 percent of all waste away from landfills and into recycling or reuse). It was one thing to reach the goal at the TEMA offices in Erlanger, where most people work at desk jobs. Quite another to go zero landfill at its 12 manufacturing plants in North America, where they make cars, engines, auto parts and other things traditionally thought of as dirty manufacturing. Toyota has achieved that at all but two of its plants, and those two are 97 percent of the way there. (From the article)
The other side of this is the point-of-use approach used widely elsewhere in the USA. Philadelphia is introducing a bill to require trash cans within 10 feet from the entrance of any business that sells prepared food for consumption off-premises. This is being done as a means to tackle the waste problem in the city. These seemingly two different approaches to tackle trash are interesting to say the least. The point-of-use is also an important tool used in lean to ensure that the operator has everything he needs in his reach.
I will finish off with an anecdote about Walt Disney. It is said that the average distance between two trash cans in any parks operated by Disney is 30 feet. This is based on the “study” performed by Walt Disney himself. As part of the planning he did for his parks, he ate a hot dog and he found that he took 30 steps before he was all done. He came to the conclusion that to meet the customers’ needs, he needed a trash can every 30 steps. This way the customer did not have to hold onto the trash.
Always keep on learning…
If you enjoyed this post, you can read more here.
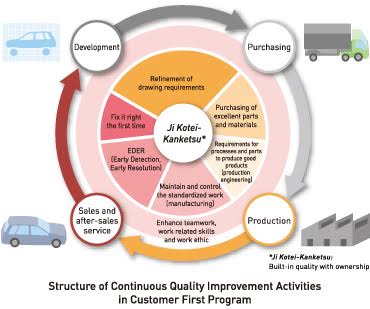
In case you missed it, my last post was Take Pride in Your Work – Ji Kotei Kanketsu.


 This is repeated until the spectator has reached a card at which point there are not enough cards to deal. For example, the card was 8 of Hearts, and there are only six cards remaining. This card is his selected card. He then puts the face up cards on the table on top of the cards he has on his hand. They do all of this while you have your back turned. You easily find their selected card.
This is repeated until the spectator has reached a card at which point there are not enough cards to deal. For example, the card was 8 of Hearts, and there are only six cards remaining. This card is his selected card. He then puts the face up cards on the table on top of the cards he has on his hand. They do all of this while you have your back turned. You easily find their selected card.