One of my favorite “Factory Physics [1] equations” is Kingman’s equation, usually represented as “VUT”. The VUT equation is named after Sir John Kingman, a British mathematician.
The equation is as follows:
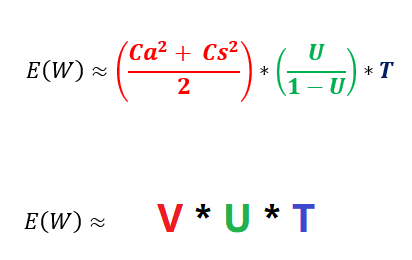
The first factor represents variability and is a combination of variability factors representing arrival and service times (flow variability and process variability). The second factor represents utilization of the work station or the assembly line. The third factor represents the average processing time in the work station or the assembly line. The VUT equation shows that the average cycle time or wait time is proportional to the product of variability, utilization and process time.
The most important lesson from VUT is:
If a station increase utilization without making any other change, average WIP (work in process) and cycle time will increase in a highly nonlinear fashion.
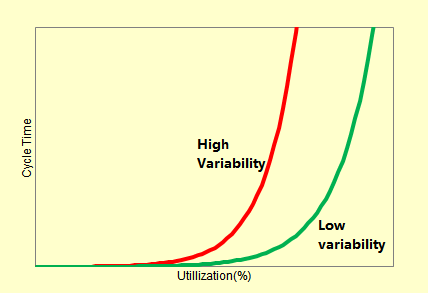
The influence of variability on cycle time is shown below. The red line shows that with high variability, any increase in utilization will results in an exponentially higher cycle time. If the variability is low (indicated by the green line), then the increase in the cycle time happens at a slower rate. If there was no variability, then the cycle time will be a constant. In other words, an increase in variability always degrades the performance of a production system.
Some of the lessons that we can learn from VUT equation are:
- To maintain a steady cycle time, reduce utilization if variability cannot be reduced. Reducing utilization means increasing capacity. As demand goes up, do not try to run the line at 100% utilization.
- The VUT equation can be used in conjunction with Little’s Law. Little’s Law states that WIP is proportional to the product of Throughput rate and Cycle Time. In other words, WIP is proportional to the product of Throughput and VUT. If you try to reduce WIP without trying to reduce variability, the throughput will go down. Thus, implementing one-piece flow without trying to reduce variability will result in a reduction in throughput.
- Reducing process variability will reduce cycle time variability.
- Adding buffer space at bottlenecks will improve throughput. Adding buffers at non-bottlenecks will not have a positive impact on throughput.
- Variability shall always be buffered either in the form of inventory, capacity or time. If variability is not reduced, you pay in terms of high WIP, underutilized capacity and reduced customer service. This is further explained here.
- Utilization effects are not linear but are highly nonlinear. Thus, the effect of variability at 40% utilization is not half of the effect of variability at 80% utilization.
- Reducing variability reduces uncertainty regarding cycle time or project lead times.
- First reduce variability and then go for increasing throughput.
- The rule of thumb is to run a line at or near 80% utilization. You should experiment yourself to learn more about your production system.
- In Lean, the variability factor can viewed as Mura (unevenness) and the burden from pushing for 100% utilization can be viewed as Muri (overburdening). Both result in Muda (waste).
VUT and TPS(Lean):
Taiichi Ohno, the father of Toyota Production System (TPS), learned by trial and error and by actively learning from the gemba. Ohno realized early on that the first step in increasing throughput is by achieving stability. The idea of variability is closely tied to the idea of Mura (unevenness) in TPS. Ohno pushed for the idea of standard work for kaizen. He taught that kaizen is not possible without standard work. Standard work is aimed at reduction of variability in the process. In addition, Ohno came up with kanban to minimize variability in the process flow. He further pushed for reduction in WIP once process stability was achieved. Ohno constantly pushed to remove “waste” from the production system through kaizen. This continuous improvement cycle helped to maintain process stability. As Art Smalley puts it, What Toyota (Ohno) learned the hard way is that in the beginning of a transformation you need lots of basic stability before you can succeed with the more sophisticated elements of lean… Veterans of Toyota comment that certain pre-conditions are needed for a lean implementation to proceed smoothly. These include relatively few problems in equipment uptime, available materials with few defects, and strong supervision at the production line level.[2]
Art Smalley further gives four questions to evaluate stability:
- Do you have enough machine uptime to produce customer demand?
- Do you have enough material on hand every day to meet your production needs?
- Do you have enough trained employees available to handle the current processes?
- Do you have work methods, such as basic work instructions, defined or standards in place?
If the answer is emphatically “no” to any of these questions, stop and fix the problem before proceeding. Attempting to flow product exactly to customer demand with untrained employees, poor supervision, or little inventory in place is a recipe for disaster.
It is said that Ohno first go-to method to train the production team to start thinking in terms of improvement is to ask the line to maintain current throughput with one less operator. In many regards, this can be viewed as reducing capacity or increasing utilization. As we learned from VUT, increasing utilization is a bad thing. Why would Ohno do that?
Ohno firmly believed that doing is the main way to learn something. Ohno advises that – “Knowledge is something you buy with the money. Wisdom is something you acquire by doing it.” Ohno was able to “see” wastes in the process that hindered the flow. Ohno had to train others to see the wastes like he did. It is likely that Ohno was able to the see the wastes in the current process that the leads or the operators are not able to see. This could be because they are able to meet the demand with their current process. The only way that Ohno could make them improve further was by asking them to do the same with one less operator. The removal of one operator challenged the team to look at their standard work, and the process to see where excess waste was. This idea of challenge is part of the “respect for people” pillar of the Toyota Way. It is said that TPS also stands for “Thinking Production System”, a system that makes people think! Toyota develops their people to think and be autonomous to see problems and fix them. Fujio Cho, ex-President of Toyota Motor Corporation and a student of Ohno, has said that the Toyota Production System pioneered by Ohno is not just a method of production; it is a different way of looking and thinking about things. Ohno developed the management team by giving genchi genbutsu-based practical tasks through which the team members were matched in a “competition of wits” against him [3]. Cho called it the hands-on human resources “nurturing” that Ohno promoted. Ohno believed that if he was in a position to give orders, he could not do that unless he has had a lot of confidence about what he was asking. Ohno saw that the current condition can be improved, and he challenged the team to do that by knowingly pushing the utilization up.
I welcome to reader to learn more about VUT here and here.
Always keep on learning…
In case you missed it, my last post was The Cybernetic View of Quality Control:
[1] Factory Physics by Wallace Hopp and Mark Spearman
[2] Basic Stability is Basic to Lean Manufacturing Success by Art Smalley
[3] Workplace Management by Taiichi Ohno