We have been trained to ask “why” a lot in lean. Today’s post is about asking “why”.
My friend was doing data analysis of ERP transactions, and he noticed that the material handler was creating transactions in two different programs for dock-to-stock components. This process created double entries and did not seem to add value. He asked the question “why” and the material handler reported that she was doing it because it was the way she was trained, and because it was the way they had always done it.
I was always curious about the “5 why” method. English is my second language, and in my native language (Malayalam), I cannot ask the “why” question because it means more than one thing.
For example, let’s look at the following question;
Why are you doing double transactions?
The same question has two different layers. You can get very different answers depending upon how the “why” question is perceived;
- What causes you to do the double transactions?
The answer could be that the operator was trained to do that or that it is in the procedure.
- What is the purpose of doing the double transactions?
The answer to this question now makes the waste visible. There is no need for doing the double transaction.
In the Malayalam language, I have to ask each question the way it is written above. The question cannot be perceived in a different manner. It is very direct. I believe that this is where the “5 Why” method in Lean does not get the same results for everybody. The “why” question has more than one meaning, as explained above.
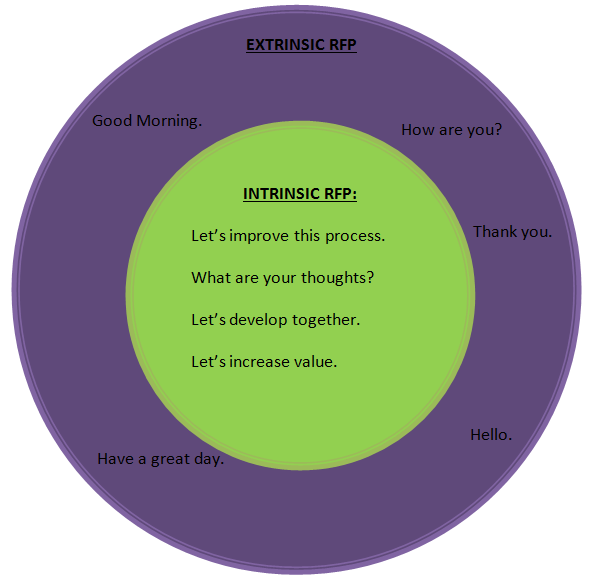
First Question (What Caused):
The first question (what caused) is extrinsic in nature and this is valuable in a root cause investigation. We start from a phenomenon -> cause ->effect view. Thus, the effect happened due to the presence of a cause. The “why” question is a “what caused” question. It would help if the question is asked as a “what caused” question. This type of thinking is also evident in the P-M Analysis method at Toyota. I will discuss about this more in a future post.
As an example, let’s look at a problem where the operator was missing a step. There is a big difference between “why did the operator miss the step?” and “what caused the operator to miss the step?” The first question might lead down a rabbit hole that puts the blame on the operator (needs more training, operator is lazy, etc.). The second question focuses the spotlight on the process or the system (needs error proofing, needs more defined structure etc.). Jon Miller from Gemba Academy has talked about using “what caused” in place of “why” as part of the Practical Problem Solving process.
Second Question (What is the purpose):
The second question (what is the purpose) is intrinsic in nature and this is valuable in a continuous improvement activity or during gemba walks. We start from an “operation yields value” viewpoint.
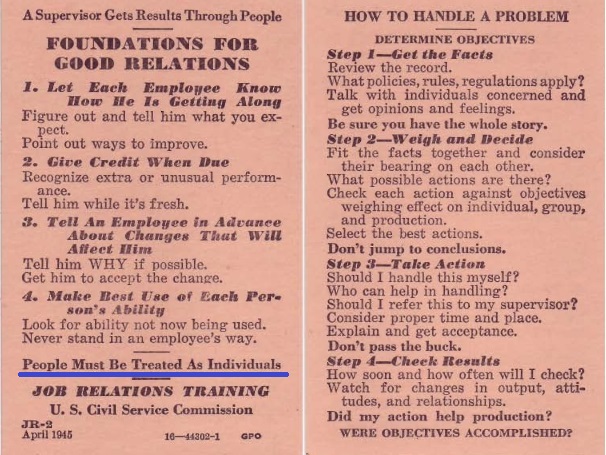
We should train the employees to ask this question on their processes. This is how we can develop our employees.
As a leader in your organization, you should ask the right question to properly develop your employees.
Story of the Ham and the story of the Can of Beans:
The reader may be aware of the story of the ham. It goes something like this:
The newlywed wife was making her first major dinner for her husband. She was cooking ham. The husband was helping his wife in the kitchen. He noticed that she was cutting the ends of the ham.
“Why are you cutting the ends of the ham?” asked the husband curiously.
“This is how I learned watching my mother” answered the wife.
Now the husband was more curious. He asked his wife to call up her mother to verify the answer. The wife called her mother inquiring about the cutting.
“Hmmm, that is how I learned watching my mother” answered her mother.
Now the wife was also curious, so she called up her grandmother and probed her about the curious cutting of the ham.
The grandmother started laughing.
“Back in the day, we could only afford a small stove. Our roasting pan was small and we cooked the ends separately.”
There is a similar story about opening cans:

In this story, the husband notices that the wife opens the cans upside down. The wife tells him that she learned that by watching her mother. A short phone call solved the mystery. Her mother used to store the cans in a dusty cellar. Instead of cleaning the top of the cans, she found it easy to just turn it upside down and then open it.
Next time, instead of asking “why”, ask “what caused” or “what is the purpose”.
Always keep on learning…
In case you missed it, my last post was Who is Right?