It’s Complicated:
PDCA, the four letter acronym made famous by Dr. Deming stands for Plan – Do – Check – Act. It is a continuous cycle.
PDCA is said to be the framework for scientific thinking and continuous improvement. I have always thought of PDCA to have something missing in it. It looked so simplistic. Can it really be that simple?
I have come to realize that what was missing was context; the context behind PDCA. It cannot be that everything you see is a nail, if you only have a hammer. What happens before PDCA? The moment before you decided, “Hey, let’s do PDCA.” What makes you decide the “scope” for PDCA? How do you know if PDCA is even appropriate?
This post is an ode to the Cynefin framework. For those who do not know the Cynefin framework, it is a brainchild of Dave Snowden, and it is a sense making framework. Dave Snowden has stated that in the Cynefin framework, data precedes framework and it is valid to understand. The Cynefin framework is not a categorization framework, where framework precedes data.
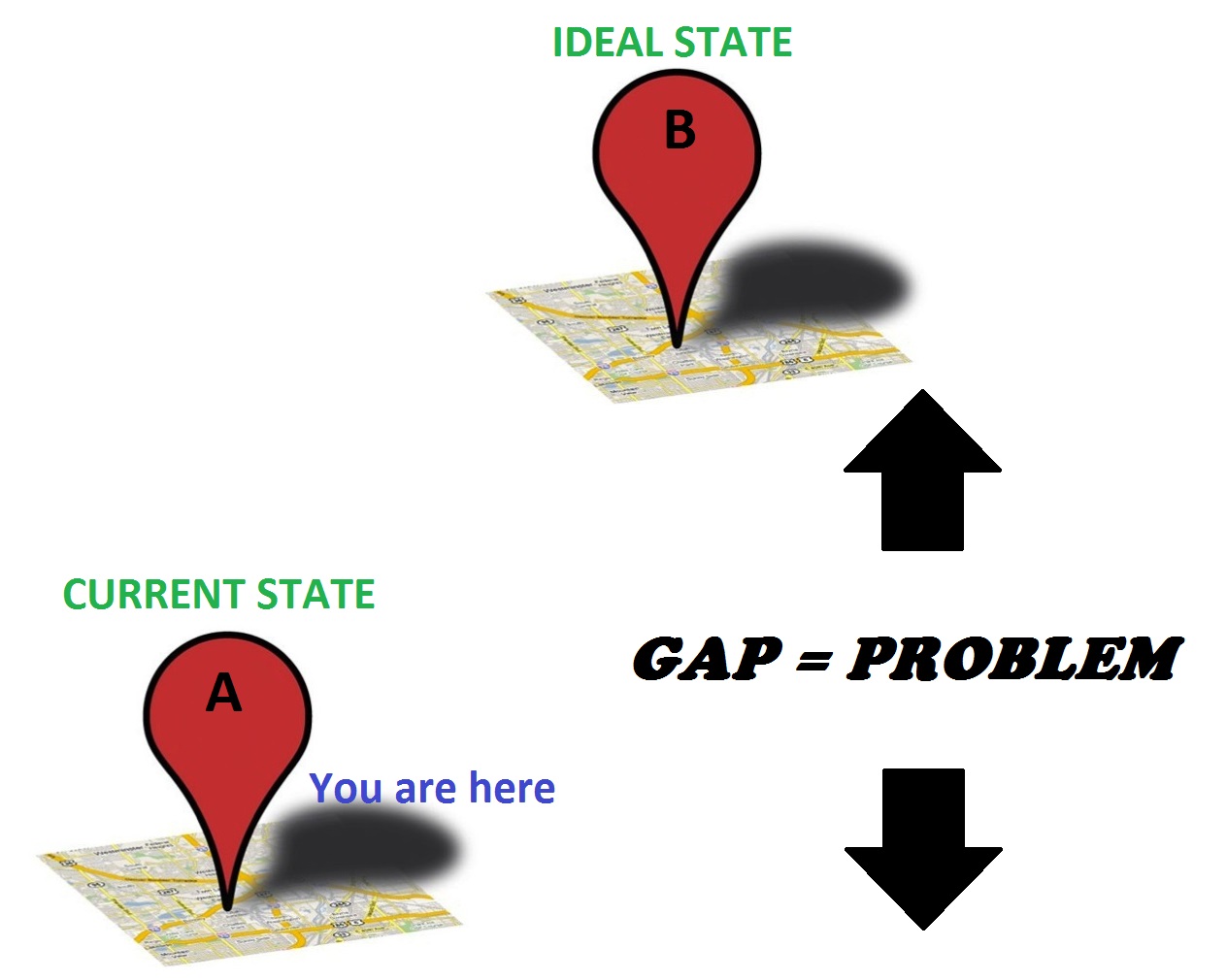
The idea behind the Cynefin framework is that when you encounter a problem or a new project, your first step is to understand what domain you are in. This provides us a framework to proceed. As a learning organization, it is essential that our efforts and our methodologies match the type of change that we are planning. The Cynefin framework lays the groundwork for this exact intent.
The Cynefin framework has 5 domains and is dynamic. No problem with high complexity or chaos ever stays in the same domain at all times. The problem we had last year may have appeared to be complex, but now it may be in the complicated domain, or even the simple domain. Even a situation from the Simple domain can collapse into the Chaotic domain if there is complacency.
The following definitions are taken from Cognitive Edge website;
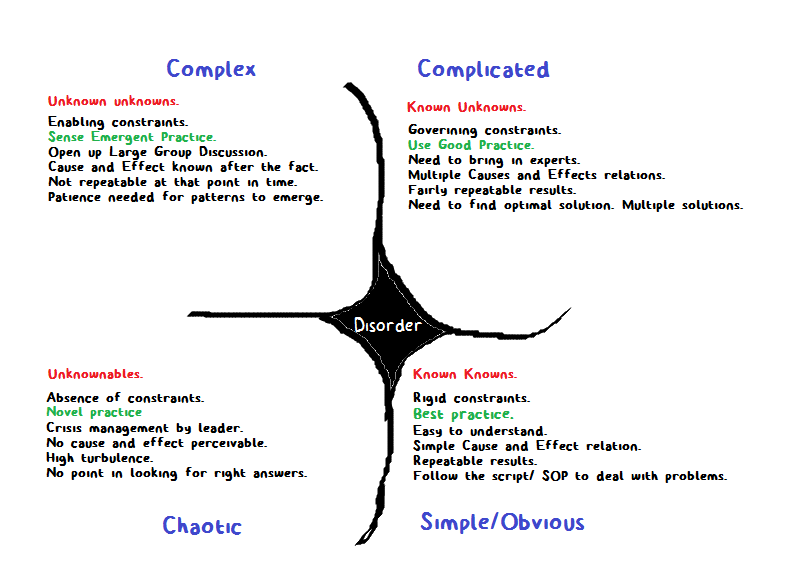
The Cynefin framework has five domains. The first four domains are:
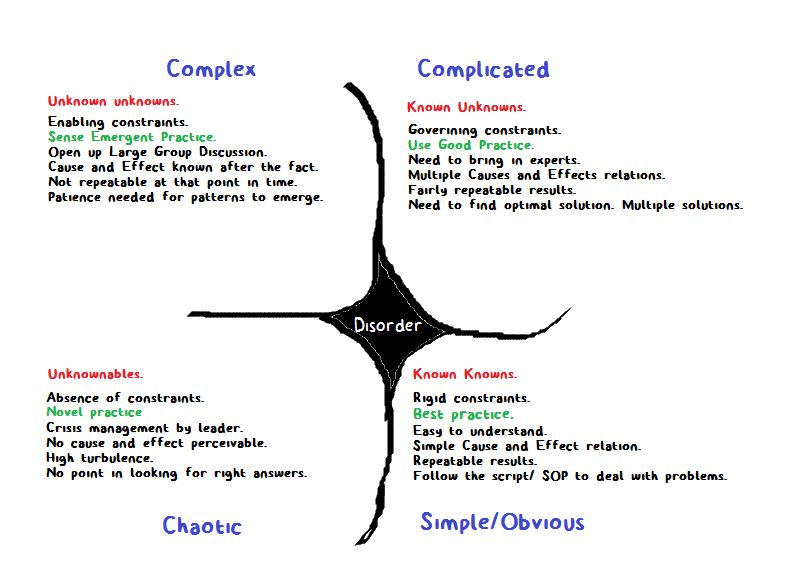
Simple (also called as Obvious), in which the relationship between cause and effect is obvious to all. The approach is to Sense – Categorize – Respond and we can apply best practice.
Complicated, in which the relationship between cause and effect requires analysis or some other form of investigation and/or the application of expert knowledge. The approach is to Sense – Analyze – Respond and we can apply good practice.
Complex, in which the relationship between cause and effect can only be perceived in retrospect, but not in advance. The approach is to Probe – Sense – Respond and we can sense emergent practice.
Chaotic, in which there is no relationship between cause and effect at systems level. The approach is to Act – Sense – Respond and we can discover novel practice.
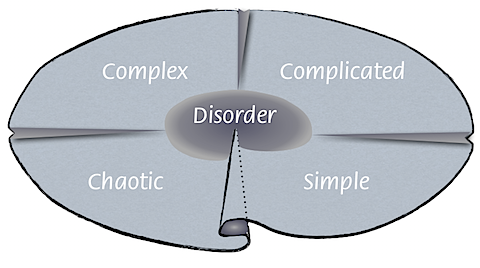
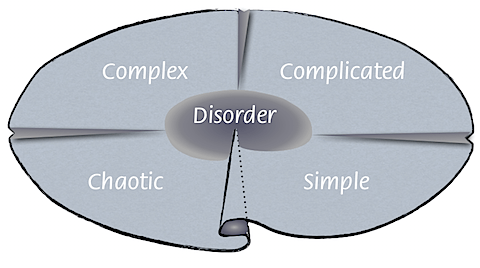
The fifth domain is Disorder, which is the state of not knowing what type of causality exists, in which state people will revert to their own comfort zone in making a decision. In full use, the Cynefin framework has sub-domains, and the boundary between simple and chaotic is seen as a catastrophic one: complacency leads to failure. In conclusion, chaos is always transitionary and dynamics are a key aspect.
This is summarized in the following figure.
The need for the Cynefin Framework:
Most of the methodologies, including PDCA, assume some form of order. Sometimes this leads to the misapplication of methodology that leads to failures. Only Simple and Complicated domains assume some form of order. The Cynefin framework helps us in being efficient and at the same time effective.
There are minimal resources needed for a situation in the Simple domain. The answer is fairly obvious, and best practice is already known in the form of SOPs (Standard Operating Procedures) or work instructions. For example, the light bulb burned out – replace the light bulb. Project management is certainly not needed for this domain. There is no true need for a PDCA methodology in this domain. The Cynefin framework recommends sense-categorize-respond for this domain. The assumption is that there is a known best practice available or that the best practice is fairly straightforward.
The Complicated domain needs guidance from experts. Multiple solutions can exist, and we need experts’ help to identify the optimal solution. For example, if the light bulb keeps going out, it may not be as easy as replacing a light bulb. This is a domain that works well with PDCA. One should not imitate and apply the best-practice in this domain. Dave Snowden refers to a phenomenon called “premature convergence” where we stop exploring how to make ideas better, thinking that we have found the answer. Cynefin framework recommends sense-analyze-respond. This is similar to a PDCA approach.
The Complex domain does not have order. It is an unordered domain. We need patience for patterns to emerge in this domain. Cause and effect relations are not directly visible in this domain. The recommended practice is probe-sense-respond. Multiple and different PDCA loops might be required for this domain to let the patterns emerge. Think of any root cause projects that you completed, where you did not see the solution in the beginning, but on hindsight it made sense. Dave Snowden gives the example of “Houston, we have a problem” scene from the movie “Apollo 13”.
As the name suggests, the chaos domain is indeed full of turbulence and chaos. This is not a domain where you search for answers. This is a domain for rapid decisions to regain control and stabilize the turbulence. The recommended approach is act-sense-respond. The act phase can be an attempt to stabilize the turbulence. As you can see, this is not an ideal candidate for the PDCA approach. If PDCA is used, the Plan phase will need to be quite short. The goal of this domain is to quickly move to the complex domain as soon as possible. Dave Snowden’s example for this domain is the unfortunate 9/11 incident.
Final words:
In the business world, there is no solution that is one-size-fits-all. Context is everything! Each domain of the Cynefin framework comes with its own burden. Being too complacent in the Simple domain can push you into the Chaotic domain. Trying to imitate what worked for one company can cause you to fail (the Complicated domain). Not waiting for patterns to emerge in the Complex domain, and trying to push for best practices can push you over to the Chaotic domain. The Cynefin framework provides you a thinking framework to understand the scope of your situation and helps you in being efficient and effective with your PDCA approach. This post was written based on my thoughts on my learning with the Cynefin framework. I encourage the reader to read upon the Cynefin framework more at Cognitive-Edge.com. The HBR article “A Leader’s Framework for Decision Making” is also an excellent place to start.
Always keep on learning…