In today’s post, I am looking at Factory Physics and Toyota Production System. My main references for the post are the 1977 paper coauthored by ex-Toyota president Fujio Cho [1] and key ideas from Factory Physics [2].
One of my favorite definitions of “Lean” comes from Wallace J. Hopp and Mark L. Spearman (Factory Physics). They defined Lean as:
Lean is fundamentally about minimizing the cost of buffering variability… Production of goods or services is lean if it is accomplished with minimal buffering costs.
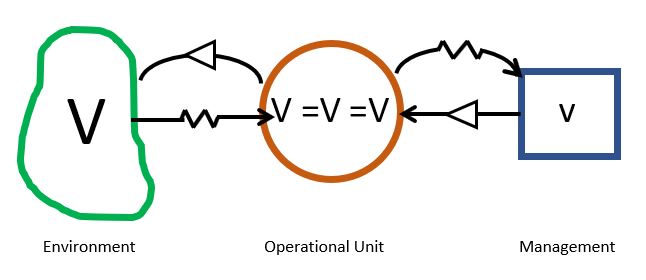
Variability is the norm of life. Variability is all around us. Variability impacts the 6Ms of production – Man, Method, Machine, Material, Mother Nature (Environment) and Measurement. Variability degrades the performance of a system. Variability is anything that causes the system to depart from regular, predictable behavior. Variability can be internal in the form of quality issues, operator unavailability, material shortage, skill levels, equipment issues etc. Variability can also be external in the form of irregular flow of customer orders, requests for diverse products, supplier issues, new regulations etc.
Factory Physics teaches us that any system has three buffers to deal with variability – Inventory, Capacity and Time.
Regardless of its source, all variability in a production system will be buffered. A fundamental principle of factory physics is that there are three types of variability buffer: inventory, capacity, and time.
For example, safety stocks represent inventory buffers against variability in demand and/or production. Excess capacity can also provide protection (i.e., a capacity buffer) against fluctuations in demand and/or production. Finally, safety lead times provide a time buffer against production variability. While the exact mix of buffers is a management decision, the decision of whether or not to buffer variability is not. If variability exists, it will be buffered somehow.
A Capacity buffer in the form of overtime is quite familiar to any organization. If there is excess demand, use overtime to get out of the backorder situation. The Inventory buffer in the form of just-in-case or safety stocks is also easy to understand. The last form, time buffer, is unfortunately suffered by the customer. When an organization cannot produce products on time, the lead time goes up and the customer has to wait. The time buffer is automatically enforced by the system when the other two buffers are not used wisely.
Another way to look at these buffers is to see what is waiting to know what buffer is available to use:
Inventory buffer – parts are waiting
Capacity buffer – resources (labor, equipment etc.) are waiting
Time buffer – customers are waiting.
A successful organization is able to swap the right buffer at the right time in the right amount. The success of Taiichi Ohno and Toyota was in developing a production system framework through decades of trial and error that excelled in minimizing the cost of buffering variability.
Toyota could not match Ford or any other competitor in carrying the inventory required by the mass production system. Toyota focused first on the capacity buffer. They modified equipment to match what they needed. They created the Just-in-Time system so that required product is made at the right time and in the right quantity. They also had operators manage more than one piece of equipment at a time. Toyota was also able to bring down the set-up times for their equipment which allowed them to run a variety of parts in smaller lots. They focused on the flow of parts and redid the factory layout to match the process flow. With the development of the kanban system, Ohno was able to create a full-fledged pull system to support the Just-in-Time concept. As Hopp and Spearman point out, Toyota utilized the capacity buffer wisely. [3]
At a time when automotive plants generally ran three shifts a day, Toyota went to a two-shift schedule, with 10-hour shifts separated by 2-hour preventive maintenance (PM) periods. These PM periods served as capacity buffers to allow shifts to make up any shortfalls on their production quotas. With these capacity buffers as backup, Toyota could afford to run much leaner with respect to inventory.
A key part of increasing capacity was also where Toyota shined, with the concept of Respect for Humanity. This is very well described in the 1977 paper – Toyota production system and Kanban system Materialization of just-in-time and respect-for-human system (Y. Sugimori, K. Kusunoki, F. Cho & S. Uchikawa). The authors document that Toyota recognized the need for producing better quality goods having higher added value and at an even lower production cost than those of the other countries. Toyota focused on a system that would allow the workers to display their full capabilities by themselves. The authors detailed the “requirements” that existed at the time for the automotive industry – the need to carry large inventory of many different components.
The ordinary production control system in such an industry consists of fulfilling the production schedules by holding work-in-process inventory over all processes as a means of absorbing troubles in the processes and changes in demand. However, such a system in practice often creates excessive unbalance of stock between the processes, which often leads to dead stock. On the other hand, it can easily fall into the condition of having excessive equipment and surplus of workers, which is not conformable to Toyota’s recognition.
This section in the paper identifies the inventory buffer and capacity buffer quite well. Toyota was not keen on carrying inventory and having extra equipment and surplus of labor since that would increase the cost of production. Ohno realized that focusing on value added work would allow them to utilize the capacity buffer efficiently.
In order to improve their capacity buffer, Toyota focused on Respect for Humanity. The paper states:
The just-in-time production is a method whereby the production lead time is greatly shortened by maintaining the conformity to changes by having ” all processes produce the necessary parts at the necessary time and have on hand only the minimum stock necessary to hold the processes together”. In addition, by checking the degree of inventory quantity and production lead time as policy variables, this production method discloses existence of surplus equipment and workers. This is the starting point to the second characteristic of Toyota Production System (the first being Just-In-Time production), that is, to make full use of the workers’ capability.
Toyota clearly identified that they were not going to utilize the inventory buffer or the time buffer in the form of production lead time.
Toyota has succeeded in reducing the lot size through greatly shortening the· setup time, improving production methods including the elimination of in-process inventory within the process resulting from ordering of multipurpose machining equipment in accordance with the processing requirements for a product line, and improving conveyance resulting from repetitive mixed loading.
In fact, Toyota specifically called out not using the inventory buffer.
In the conventional production control system, existence of inventory is appreciated as a means to absorb troubles and fluctuations in demand and to smooth fluctuations in load of processes. In contrast to this, Toyota sees the stock on hand as being only a collection of troubles and bad causes.
Toyota went on to clearly state that carrying an inventory buffer goes against their need for respect for humanity.
Such latency of waste makes it difficult for workers to display their capability and it even becomes obstructive of an ever-lasting evolution of a company.
The paper also goes into detail on the formulation of number of the kanbans needed. They identify that the capacity buffer in the form of overtime and inventory buffer can be used initially while the plant focuses on making improvements.
Toyota defined themselves as an organization where conditions are enforced to make the necessity for improvement immediately visible. This is in a sense a pull system for improvements.
Any employee at Toyota has a right to make an improvement on the waste he has found. In the just-in-time production, all processes and all shops are kept in the state where they have no surplus so that if trouble is left, unattended, the line will immediately stop running and will affect the entire plant. The necessity for improvement can be easily understood by anyone. Therefore, Toyota is endeavouring to make up a working place where not only the managers and foremen but also all workers can detect trouble. This is called ‘ visible control ‘. Through visible control, all workers are taking positive steps to improve a lot of waste they have found. And the authority and responsibility for running and improving the workshop have been delegated to the workers themselves, which is the most distinctive feature of Toyota’s respect for human system.
Always keep on learning…
In case you missed it, my last post was My recent tweets…
[1] Y. SUGIMORI , K. KUSUNOKI , F. CHO & S. UCHIKAWA (1977) Toyota production system and Kanban system Materialization of just-in-time and respect-for-human system, THE INTERNATIONAL JOURNAL OF PRODUCTION RESEARCH, 15:6, 553-564, DOI:10.1080/00207547708943149
[2] Factory Physics, 3rd edition
[3] Wallace J. Hopp, Mark L. Spearman, (2004) To Pull or Not to Pull: What Is the Question? Manufacturing & Service Operations Management 6(2):133-148.