In today’s post, I am looking at Lean through “realism”. Realism in philosophy has the view that things exist in the real world, independent of us, and that we can mirror reality in our mind. Through perception and our senses, we can gain knowledge about reality, albeit incomplete and imperfect. This stands in direct contrast against idealism in philosophy. Idealism has the view that the ultimate foundation of reality is completely inside the mind.
Taiichi Ohno, the father of Toyota Production System, put a lot of emphasis on what is real. His viewpoints were influenced by the Eastern philosophies of Zen and Confucianism, as well as by the scientific realism approaches proposed by Taylor, Ford, Lillian and Frank Gilbreths etc. Zen teaches to observe and grasp reality as-is; being here and now. Confucianism emphasizes virtue, benevolence and humanness. Taylor’s scientific management pursued the best way to make the operation more efficient. Ford’s ideas put emphasis on assembly lines and mass production. The Gilbreths focused on time and motion studies, and adapted teaching techniques so that the operators were able to learn better and understand the “why” and the “how”. Lilian Gilbreth championed for the “human element” in the production system.
Ohno’s thinking was based on reality – what is happening on the production floor. Ohno’s favorite word, in my opinion, would had been “genba”. The “gen” part in “genba” stands for actual or real. Genba is thus, the actual or real place where the action is. This would be the production floor for Ohno. Ohno viewed genba as the greatest teacher to learn from. His main line of thinking was to identify problem and take action; and by doing this again and again, get better at it. Additionally, he mentored and trained others to do the same. Ohno proposed that the basis of Toyota Production System was complete elimination of waste. Ohno even came up with seven types of wastes to help others. Ohno’s message was always kaizen – improve continuously. He taught at the genba, and had his team stand on the production floor in a chalk-drawn circle to see the waste. Ohno said that unless we actually try, we will never learn.
…Just try it. Try it, and if there are two opinions, let them each try it for one day. [1]
Ohno also said that even if your idea worked out, you should not just be satisfied with a verbal report. You should go to the genba and see for yourself. Go see with your own eyes, and you will understand very well what things were tried and what things were not included in your calculations.
Ohno was not a believer in simply copying and pasting. He said:
Even if we could see and copy what another company was doing, if we did not change it further we would only be as good as the company we had seen.
Ohno put a lot of emphasis on facts, and the source for the facts had to be genba, nowhere else. This is realism in action. It is said that Ohno hated written reports, and it is also said that he did not keep a lot of paperwork at his desk. [2] Ohno trusted only the things that he could see with his own eyes. Ohno advised that waiting till you got data from the genba is not good. It would be late by then. The horse is out of the barn by then. You have to take action on the spot at the genba. You have to go to the source to gather the data.
The andon lamps [which light up when employees pull the line-stop cord to indicate trouble] tell you where the problems are happening. You need to go to those places and examine the processes carefully. If you watch carefully, you’ll see what’s causing the problems. Then, you can do your kaizen improvements. Doing that again and again is how you raise productivity.[2]
Ohno was by no means an idealist and he was not a big fan of conjectures unless they could be put into action. Ohno believed that unless you felt the “squeeze”, your wits wont work. He kept challenging the supervisors and operators to do more with less. This was not always about cost savings, it was about developing them so that they become autonomous – see the problem, fix the problem. They were given the authority to stop the line, if there was any problem so that appropriate counteractions could be taken. If everything was running fine, Ohno would purposefully create conditions for learning by asking to remove an operator. Ohno also said that in order to make others feel the squeeze, you have to feel the squeeze yourself.
It may be easy to view Lean as a set of tools which can be copied into your organization. And it may even be possible to achieve a production system where everything flows and the production goals are met. Ohno would still not be happy with this scenario. Ohno would look at the well-run operations, and then look at the operators. If the operators are not able to continuously improve, Ohno would not be happy.
Anyone can gain knowledge through study. But wisdom is something else again. And what we need in the workplace is wisdom. We need to foster people who possess wisdom. The only way to do that is to set our goals high and force people to accomplish more than they might have thought possible. Once people really resolve to do something, the necessary wisdom arises. The people grow, and they assert new capabilities.
The most important thing for people in manufacturing is to keep one foot in the production workplace and take a good look at things there before making decisions. People who excel at anything tend to be people who insist on seeing things for themselves. That’s because the facts are in the things that we can actually see, and we can only get at the truth through the facts. Just thinking about things in your own head won’t [lead you to the truth].
All that I have written so far can be condensed into – Genchi Genbutsu. “Genchi” means actual place, and “Genbutsu” means actual parts. Genchi Genbutsu is often explained as “Go and see for yourself”, “Grasp the current condition” etc. In addition, there is also a third “gen” word – “Genjitsu”, which means actual data or facts. Collectively, the three “gens” are referred to as Sangen shugi or Three Reals Philosophy.
I will finish with an Ohno quote that might put an additional twist on what I have been saying so far. I had indicated that Ohno came up with seven wastes earlier and this is documented in his book, “Toyota Production System.”
I don’t know who came up with it but people often talk about “the seven types of waste.” This might have started when the book came out, but waste is not limited to seven types. There’s an old expression: “He without bad habits has seven,” meaning even if you think there’s no waste you will find at lease seven types. So I came up with overproduction, waiting, etc., but that doesn’t mean there are only seven types. So don’t bother thinking about “what type of waste is this?” Just get on with it and do kaizen.
Perhaps Ohno is saying that you should not just read his book and gain knowledge for the sake of it. We should start from need and practice. We should not be bound by what now is conventional wisdom. Ohno is challenging us to go to genba and solve our own problems, and in the process develop ourselves and others.
I should also note that there is a wonderful and insightful series of books written by Bob Emiliani called “Real Lean.” I encourage the reader to check them out.
Please also note that genba and gemba are used interchangeably. I have chosen to use genba to emphasize the “gen” part.
Always keep on learning…
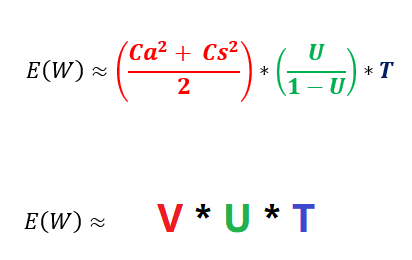
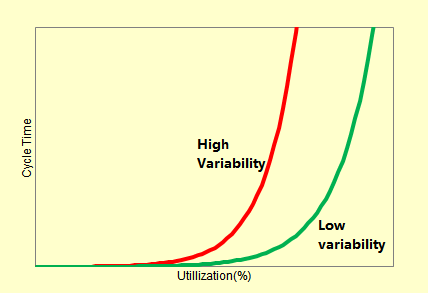
In case you missed it, my last post was Ohno and VUT:
[1] Workplace Management, Taiichi Ohno
[2] Birth of Lean, The Lean Enterprise Institute