
I have always been interested in process capabilities. I will not be going into how you can calculate the process capability in this post. In this post, I will try to look into the feasibility of a process capability study. The goal of this post is to encourage the reader to understand the process capability and sigma value correlation. The most popular value for a process capability index seems to be 1.33. This is applicable for Cpk or Ppk.
There are two ways you can look at your process capability. The first way is Cpk, commonly referred to as Short Term Capability. This assumes that your process is stable, and uses the R/d2 estimate for standard deviation.
The second way is Ppk, commonly referred to as Long Term capability. This is for used looking at the potential capability and uses the sample estimate of standard deviation in the formula. There is no need of assumption of stability for using this.
Relation between Sigma value and process capability index:
The formula for calculating the sigma value from the process capability index value is show below.
Sigma = 3 * (Process capability index value)
Thus if your Ppk value is 1.33, this equates to a sigma value of 4.
A ppk value of 2.00 refers to the ever famous 6 sigma value.
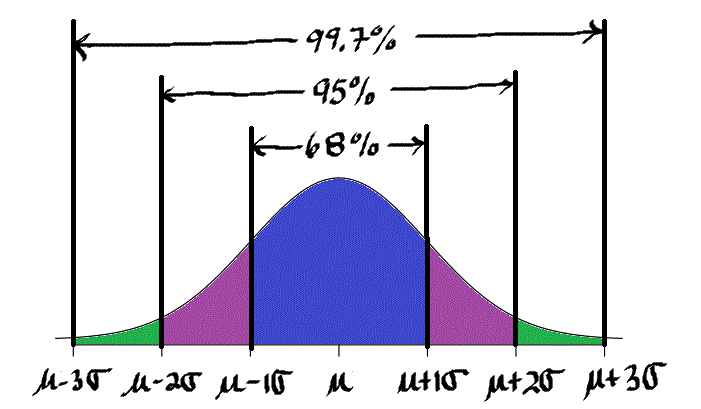
Why 6 sigma values are hard to conceive:
I came across a cool table that correlates the sigma values to approximated frequency of daily events (if the event was to occur on a daily basis). Please note that this does not include the 1.5 sigma shift and assumes normality.
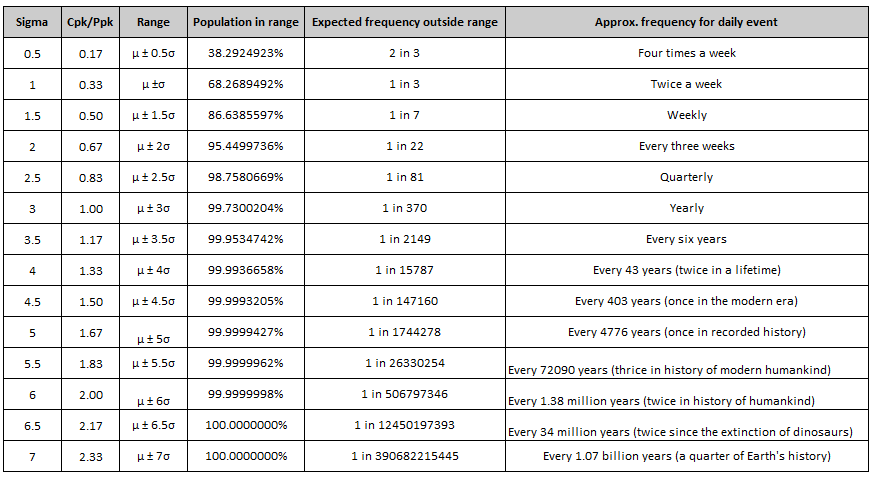
Please note that the column in the right is based on the assumption that the event is occurring on a daily basis only.
So next time you achieve a process capability value of 3.00 or more, understand that this indicates a sigma value of 9.00 or more. In other words, it is quite impossible to achieve such a feat. This could be a strong indication of autocorrelation. Autocorrelation indicates that the data you collected are extremely homogeneous and that this may not include any possible process variations. Of course, the other possibility is that the specifications are very wide. More on this on a later post.
Always keep on learning…
Discover more from Harish's Notebook - My notes... Lean, Cybernetics, Quality & Data Science.
Subscribe to get the latest posts sent to your email.
